一種卷料料頭貼膠機構及卷料預處理裝置的制作方法
本技術涉及涂布設備,具體涉及一種卷料料頭貼膠機構及卷料預處理裝置。
背景技術:
1、在鋰電池極片生產過程中,一般采用轉塔式放卷設備進行放卷,轉塔式放卷設備具有兩根卷軸,兩根卷軸分別裝有卷料,兩根卷軸交替對卷料進行放卷,其中一根卷軸上的卷料生產完后,需要將轉塔式放卷設備上的空卷筒卸掉,并將新卷料上的箔材粘接到走帶路徑處的箔材上繼續生產。
2、常規的新卷料在箔材料頭的位置粘貼有若干標簽,在新卷料裝入轉塔式放卷設備前,需要對新卷料進行預處理,先撕除貼在新料卷上的若干標簽,再將新卷料外層受污染和被磕碰的箔材切除并留樣,然后,在箔材料頭的背面噴涂粘接劑,并壓回至卷料上,最后,在料頭的切口上方粘貼雙面膠并去除離型紙,保證后續自動接帶環節的成功率。
3、然而,在粘貼雙面膠時,貼膠輥將膠帶壓在箔材卷料的料頭切口上方,箔材卷料的料頭只有接近貼膠輥一側的弧面最高點位置受力,箔材卷料的料頭弧面低點位置不受力,從而,導致雙面膠與箔材卷料的料頭不完全接觸,雙面膠容易脫落,影響后續接帶的成功率。
技術實現思路
1、為了克服現有技術的不足,本實用新型提供一種卷料料頭貼膠機構及卷料預處理裝置,能夠使膠帶寬度方向上的兩側位置完全貼合在箔材卷料的弧面上,進而,提高后續接帶的成功率。
2、本實用新型解決其技術問題所采用的技術方案是:
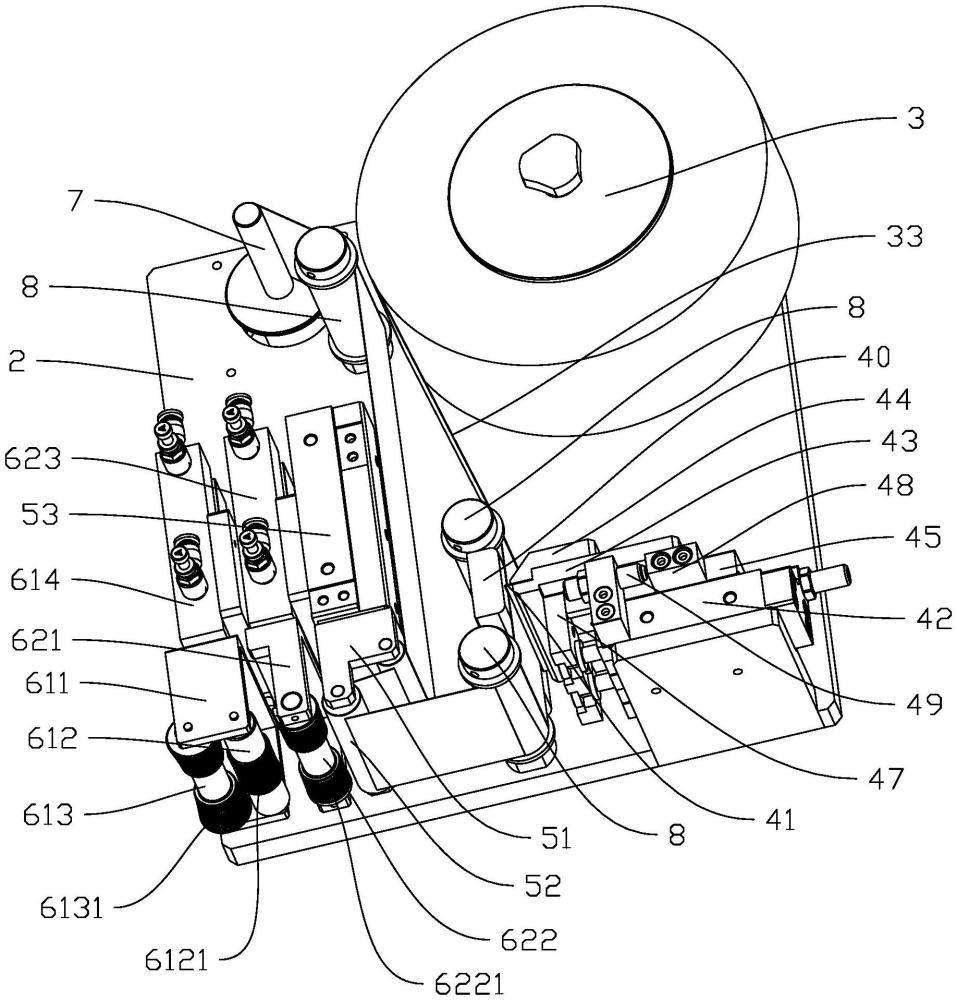
3、一種卷料料頭貼膠機構,包括移動組件、設置在所述移動組件上的底板、設置在所述底板上的放卷組件、切膠組件、貼膠組件、壓膠組件、收卷組件和若干過輥,所述移動組件的移動方向沿箔材卷料的軸向延伸;所述放卷組件用于放卷雙面膠;所述切膠組件用于切斷雙面膠上的膠帶;所述貼膠組件用于將膠帶粘貼到箔材卷料的料頭切口上方,包括第一支座、貼膠輥和第一動力件,所述貼膠輥轉動連接在所述第一支座上,所述第一支座設置在所述第一動力件的輸出端,所述第一動力件用于驅動所述第一支座和所述貼膠輥靠近或遠離箔材卷料;所述壓膠組件用于將粘貼在箔材卷料的料頭切口上方的膠帶壓緊;所述收卷組件用于收卷雙面膠的離型紙。
4、作為上述技術方案的進一步改進,所述壓膠組件包括第一復壓模塊和/或第二復壓模塊;所述第一復壓模塊包括第二支座、第一復壓輥、第二復壓輥和第二動力件,所述第一復壓輥和所述第二復壓輥均轉動連接在所述第二支座上,所述第二支座設置在所述第二動力件的輸出端,所述第一復壓輥的中部套設有第一柔性防粘膠套,所述第二復壓輥的兩側分別套設有第二柔性防粘膠套,所述第二動力件用于驅動所述第二支座靠近或遠離箔材卷料,以帶動所述第一復壓輥和所述第二復壓輥依次對粘貼在箔材卷料上的膠帶進行壓緊或松開;所述第二復壓模塊包括第三支座、第三復壓輥和第三動力件,所述第三復壓輥轉動連接在所述第三支座上,所述第三支座設置在所述第三動力件的輸出端,所述第三復壓輥的兩側分別套設有第三柔性防粘膠套,所述第三動力件用于驅動所述第三支座和所述第三復壓輥靠近或遠離箔材卷料。
5、作為上述技術方案的進一步改進,所述第二柔性防粘膠套的直徑沿所述第二復壓輥的中部向端部逐漸增大以形成弧形的表面,所述第三柔性防粘膠套的直徑沿所述第三復壓輥的中部向端部逐漸增大以形成弧形的表面,所述第二柔性防粘膠套的表面弧度大于所述第三柔性防粘膠套的表面弧度。
6、作為上述技術方案的進一步改進,所述切膠組件包括切刀和第四動力件,所述第四動力件用于驅動所述切刀靠近或遠離膠帶。
7、作為上述技術方案的進一步改進,所述第四動力件的輸出端設置有刀座和壓塊,所述切刀設置在所述刀座和所述壓塊之間,所述壓塊通過螺栓連接在所述刀座上。
8、作為上述技術方案的進一步改進,所述第四動力件為氣缸,所述刀座一側設置有滑塊,所述氣缸一側設置有滑軌,所述滑塊與所述滑軌滑動連接,所述滑塊與所述氣缸通過連接塊連接,所述滑塊一側設置有擋塊,所述氣缸另一側設置有限位桿,當所述氣缸驅動所述滑塊移動以帶動所述擋塊靠近并抵接所述限位桿一端時,所述氣缸停止動作。
9、作為上述技術方案的進一步改進,所述切膠組件還包括切割案板,所述切割案板具有切割面,所述切刀的刃口與所述切割面相對,雙面膠從所述切割面與所述切刀的刃口之間通過。
10、作為上述技術方案的進一步改進,所述放卷組件包括放卷輥和第一電機,所述第一電機用于驅動所述放卷輥轉動。
11、作為上述技術方案的進一步改進,所述收卷組件包括收卷輥和第二電機,所述第二電機用于驅動所述收卷輥轉動。
12、一種卷料預處理裝置,包括機架,上述的卷料料頭貼膠機構設置在所述機架上。
13、本實用新型的有益效果是:本實用新型提供一種卷料料頭貼膠機構及卷料預處理裝置,通過設置壓膠組件,當雙面膠上的膠帶貼在箔材卷料的料頭切口上方后,移動組件帶動底板反向移動,當箔材卷料的卷徑較小時,第二動力件驅動第二支座靠近箔材卷料以帶動第一復壓輥和第二復壓輥依次對粘貼在箔材卷料上的膠帶進行壓緊,此時,第一復壓輥上的第一柔性防粘膠套對膠帶寬度方向上的中部位置進行壓緊,第二柔性防粘膠套的表面弧度較大,便于與卷徑較小的箔材卷料的弧形表面貼合,第二復壓輥兩側的第二柔性防粘膠套分別對膠帶寬度方向上的兩側位置進行壓緊;當箔材卷料的卷徑較大時,第三動力件驅動第三支座靠近箔材卷料以帶動第三復壓輥對粘貼在箔材卷料上的膠帶進行壓緊,第三柔性防粘膠套的表面弧度較小,便于與卷徑較大的箔材卷料的弧形表面貼合,第三復壓輥兩側的第三柔性防粘膠套分別對膠帶寬度方向上的兩側位置進行壓緊,從而,能夠使膠帶寬度方向上的兩側位置完全貼合在箔材卷料的弧面上,進而,提高后續接帶的成功率。
技術特征:
1.一種卷料料頭貼膠機構,其特征在于,包括移動組件、設置在所述移動組件上的底板、設置在所述底板上的放卷組件、切膠組件、貼膠組件、壓膠組件、收卷組件和若干過輥,所述移動組件的移動方向沿箔材卷料的軸向延伸;
2.根據權利要求1所述的一種卷料料頭貼膠機構,其特征在于,所述壓膠組件包括第一復壓模塊和/或第二復壓模塊;所述第一復壓模塊包括第二支座、第一復壓輥、第二復壓輥和第二動力件,所述第一復壓輥和所述第二復壓輥均轉動連接在所述第二支座上,所述第二支座設置在所述第二動力件的輸出端,所述第一復壓輥的中部套設有第一柔性防粘膠套,所述第二復壓輥的兩側分別套設有第二柔性防粘膠套,所述第二動力件用于驅動所述第二支座靠近或遠離箔材卷料,以帶動所述第一復壓輥和所述第二復壓輥依次對粘貼在箔材卷料上的膠帶進行壓緊或松開;所述第二復壓模塊包括第三支座、第三復壓輥和第三動力件,所述第三復壓輥轉動連接在所述第三支座上,所述第三支座設置在所述第三動力件的輸出端,所述第三復壓輥的兩側分別套設有第三柔性防粘膠套,所述第三動力件用于驅動所述第三支座和所述第三復壓輥靠近或遠離箔材卷料。
3.根據權利要求2所述的一種卷料料頭貼膠機構,其特征在于,所述第二柔性防粘膠套的直徑沿所述第二復壓輥的中部向端部逐漸增大以形成弧形的表面,所述第三柔性防粘膠套的直徑沿所述第三復壓輥的中部向端部逐漸增大以形成弧形的表面,所述第二柔性防粘膠套的表面弧度大于所述第三柔性防粘膠套的表面弧度。
4.根據權利要求1所述的一種卷料料頭貼膠機構,其特征在于,所述切膠組件包括切刀和第四動力件,所述第四動力件用于驅動所述切刀靠近或遠離膠帶。
5.根據權利要求4所述的一種卷料料頭貼膠機構,其特征在于,所述第四動力件的輸出端設置有刀座和壓塊,所述切刀設置在所述刀座和所述壓塊之間,所述壓塊通過螺栓連接在所述刀座上。
6.根據權利要求5所述的一種卷料料頭貼膠機構,其特征在于,所述第四動力件為氣缸,所述刀座一側設置有滑塊,所述氣缸一側設置有滑軌,所述滑塊與所述滑軌滑動連接,所述滑塊與所述氣缸通過連接塊連接,所述滑塊一側設置有擋塊,所述氣缸另一側設置有限位桿,當所述氣缸驅動所述滑塊移動以帶動所述擋塊靠近并抵接所述限位桿一端時,所述氣缸停止動作。
7.根據權利要求4所述的一種卷料料頭貼膠機構,其特征在于,所述切膠組件還包括切割案板,所述切割案板具有切割面,所述切刀的刃口與所述切割面相對,雙面膠從所述切割面與所述切刀的刃口之間通過。
8.根據權利要求1所述的一種卷料料頭貼膠機構,其特征在于,所述放卷組件包括放卷輥和第一電機,所述第一電機用于驅動所述放卷輥轉動。
9.根據權利要求1所述的一種卷料料頭貼膠機構,其特征在于,所述收卷組件包括收卷輥和第二電機,所述第二電機用于驅動所述收卷輥轉動。
10.一種卷料預處理裝置,包括機架,其特征在于,權利要求1-9任一項所述的卷料料頭貼膠機構設置在所述機架上。
技術總結
本技術公開了一種卷料料頭貼膠機構及卷料預處理裝置,卷料料頭貼膠機構包括移動組件、底板、放卷組件、切膠組件、貼膠組件、壓膠組件、收卷組件和若干過輥,所述壓膠組件用于將粘貼在箔材卷料的料頭切口上方的膠帶壓緊,所述壓膠組件包括第一復壓輥、第二復壓輥和第二動力件,所述第一復壓輥的中部套設有第一柔性防粘膠套,所述第二復壓輥的兩側分別套設有第二柔性防粘膠套,所述第二動力件用于帶動所述第一復壓輥和所述第二復壓輥依次對粘貼在箔材卷料上的膠帶進行壓緊或松開。本技術能夠使膠帶寬度方向上的兩側位置完全貼合在箔材卷料的弧面上,進而,提高后續接帶的成功率。
技術研發人員:于程亮,王善博,周玉望,朱高穩
受保護的技術使用者:深圳市新嘉拓自動化技術有限公司
技術研發日:20240626
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!