一種具有緩沖剎車結構的板材推送裝置的制作方法
涉及一種板材加工,尤其涉及一種具有緩沖剎車結構的板材推送裝置。
背景技術:
1、金屬材料的數控沖壓技術,是機械制造中廣泛采用的技術手段之一,其被加工材料,多為矩形金屬板材。目前所說的數控沖壓,多數都是指沖壓和送料環節由計算機控制,而上料往往由人工完成。
2、為提高效率,實現整個加工過程的自動控制,近年來與之配套的板材自動上料機得到了廣泛的應用。由于自動上料,其板材落在送料機上時,往往不能精確定位,即板材進入送料機上后,推送板材時,推送裝置停止工作后,板材由于慣性持續移動移動一端距離,導致板材的位置不是很精確,需要增加定位夾持裝置,才能保證整套工序的連續性。
3、目前常用的定位方式有光電式、電磁吸盤式、雙氣缸定位式等,效果尚可,但也都有其不足,主要是結構或控制較復雜,有些方式成本較高。
4、因此,需要開發一種具有緩沖剎車結構的板材推送裝置以解決上述問題。
技術實現思路
1、本實用新型的目的是提供一種結構簡單、精準定位的具有緩沖剎車結構的板材推送裝置。
2、為實現上述目的,本實用新型提供如下技術方案:一種具有緩沖剎車結構的板材推送裝置,其包括:
3、置料板,用于支撐板材;
4、推送組件,用于推送板材;
5、緩沖組件,包括固定板,安裝于固定板上的減速輪,所述固定板和所述置料板之間形成過料間隙,所述減速輪伸入所述過料間隙內,與伸入所述過料間隙的板材表面摩擦接觸。
6、進一步,所述緩沖組件包括控制件,所述控制件包括抵壓塊、壓迫所述抵壓塊的壓緊栓,所述壓緊栓可通過所述抵壓塊擠壓所述減速輪,所述減速輪深入所述過料間隙內。
7、進一步,所述抵壓塊和所述壓緊栓之間設有彈性部,所述彈性部一端抵持所述壓緊栓,另一端抵持所述抵壓塊。
8、進一步,所述抵壓塊下表面與所述減速輪的表面相接觸。
9、進一步,緩沖組件包括支撐座,所述支撐座與所述固定板活動連接,可以所述支撐座與所述固定板的連接處為中心移動,所述減速輪安裝于所述支撐座上。
10、進一步,所述置料板具有貫穿其上下表面的推料孔,所述推送組件具有推爪,所述推爪沿所述推料孔移動推送板材。
11、進一步,所述置料板一側設有夾持組件,所述夾持組件用于夾持板材。
12、進一步,所述置料板具有貫穿其上下表面的通過孔,所述夾持組件具有夾持桿,所述夾持桿沿所述通過孔移動夾持板材。
13、相較于現有技術,本實用新型的有益效果在于:本實用新型為一種具有緩沖剎車結構的板材推送裝置,具有結構簡單、精準定位的特點,通過于過料間隙內設置減速輪和滾輪,使減速輪和滾輪對板材的上下兩面進行摩擦減速,使板材準確停留至預定位置,減少了板材由于慣性持續移動移動一端距離的情況,提高了板材的精準定位效果。
技術特征:
1.一種具有緩沖剎車結構的板材推送裝置,其特征在于,其包括:
2.根據權利要求1所述的具有緩沖剎車結構的板材推送裝置,其特征在于,所述緩沖組件(5)包括控制件(53),所述控制件(53)包括抵壓塊(531)、壓迫所述抵壓塊(531)的壓緊栓(532),所述壓緊栓(532)可通過所述抵壓塊(531)擠壓所述減速輪(52),所述減速輪(52)深入所述過料間隙(50)內。
3.根據權利要求2所述的具有緩沖剎車結構的板材推送裝置,其特征在于,所述抵壓塊(531)和所述壓緊栓(532)之間設有彈性部(533),所述彈性部(533)一端抵持所述壓緊栓(532),另一端抵持所述抵壓塊(531)。
4.根據權利要求2所述的具有緩沖剎車結構的板材推送裝置,其特征在于,所述抵壓塊(531)下表面與所述減速輪(52)的表面相接觸。
5.根據權利要求1所述的具有緩沖剎車結構的板材推送裝置,其特征在于,緩沖組件(5)包括支撐座(55),所述支撐座(55)與所述固定板(51)活動連接,可以所述支撐座(55)與所述固定板(51)的連接處為中心移動,所述減速輪(52)安裝于所述支撐座(55)上。
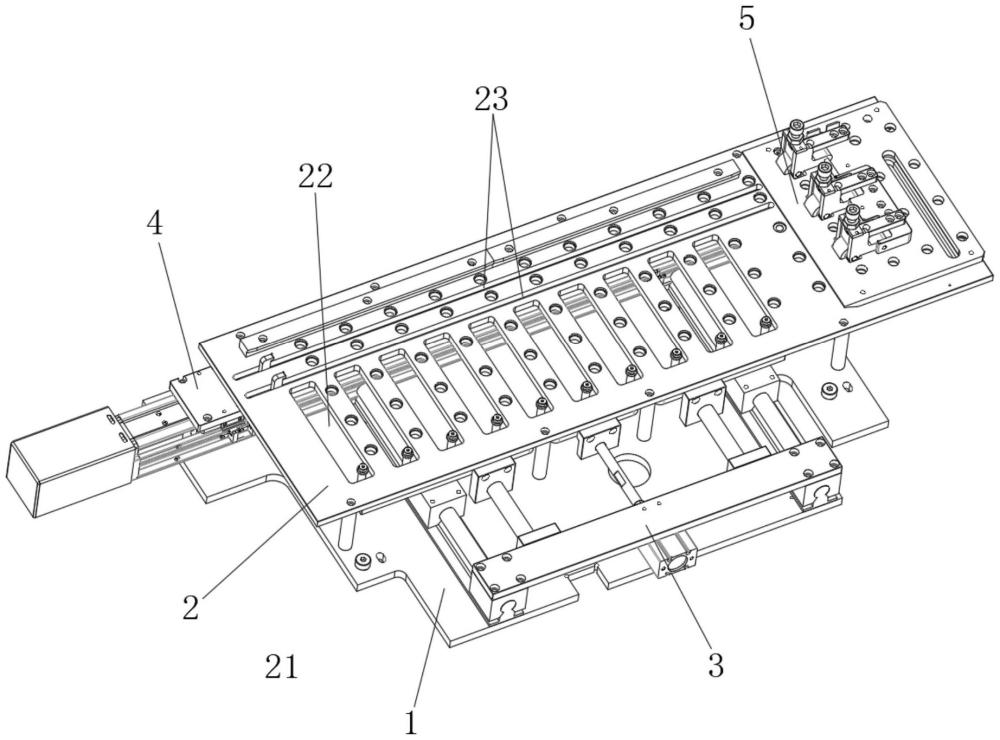
6.根據權利要求1所述的具有緩沖剎車結構的板材推送裝置,其特征在于,所述置料板(2)具有貫穿其上下表面的推料孔(22),所述推送組件(4)具有推爪(43),所述推爪(43)沿所述推料孔(22)移動推送板材。
7.根據權利要求1所述的具有緩沖剎車結構的板材推送裝置,其特征在于,所述置料板(2)一側設有夾持組件(3),所述夾持組件(3)用于夾持板材。
8.根據權利要求7所述的具有緩沖剎車結構的板材推送裝置,其特征在于,所述置料板(2)具有貫穿其上下表面的通過孔(21),所述夾持組件(3)具有夾持桿(33),所述夾持桿(33)沿所述通過孔(21)移動夾持板材。
技術總結
本技術為一種具有緩沖剎車結構的板材推送裝置,其包括:置料板,用于支撐板材;推送組件,用于推送板材;緩沖組件,包括固定板,安裝于固定板上的減速輪,所述固定板和所述置料板之間形成過料間隙,所述減速輪伸入所述過料間隙內,與伸入所述過料間隙的板材表面摩擦接觸;通過于過料間隙內設置減速輪和滾輪,使減速輪和滾輪對板材的上下兩面進行摩擦減速,使板材準確停留至預定位置,減少了板材由于慣性持續移動移動一端距離的情況,提高了板材的精準定位效果。
技術研發人員:李澤東,鐘世貴
受保護的技術使用者:蘇州福斯卡機電科技有限公司
技術研發日:20240703
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!