一種點(diǎn)膠機(jī)膠量自動調(diào)整的方法及系統(tǒng)與流程
本發(fā)明涉及點(diǎn)膠,特別是涉及一種點(diǎn)膠機(jī)膠量自動調(diào)整的方法及系統(tǒng)。
背景技術(shù):
1、目前隨著電子產(chǎn)品的微型化和生產(chǎn)工藝的要求越來越高,對點(diǎn)膠設(shè)備的膠量控制越來越嚴(yán)格,點(diǎn)膠設(shè)備在使用過程中,膠管、氣壓以及噴嘴等膠路配件會發(fā)生不同程度的磨損,設(shè)備使用時間越長磨損越嚴(yán)重,會導(dǎo)致相同膠路參數(shù)的出膠量發(fā)生波動,需定期校正膠量。
2、傳統(tǒng)方法是先按照膠路參數(shù)出膠,由人工判斷膠重是否符合要求,若不符合,人工調(diào)整點(diǎn)膠參數(shù)之后,再次出膠重新稱重,直至符合膠重條件,整個過程不僅效率低下,還大大提高了人工和時間成本。
技術(shù)實(shí)現(xiàn)思路
1、本發(fā)明要解決的技術(shù)問題是提供一種點(diǎn)膠機(jī)膠量自動調(diào)整的方法及系統(tǒng),該膠量自動調(diào)整方法不僅實(shí)現(xiàn)了自動化膠量調(diào)節(jié),提高了調(diào)節(jié)效率,還大大節(jié)約了人工和時間成本,確保生產(chǎn)產(chǎn)品的品質(zhì)。
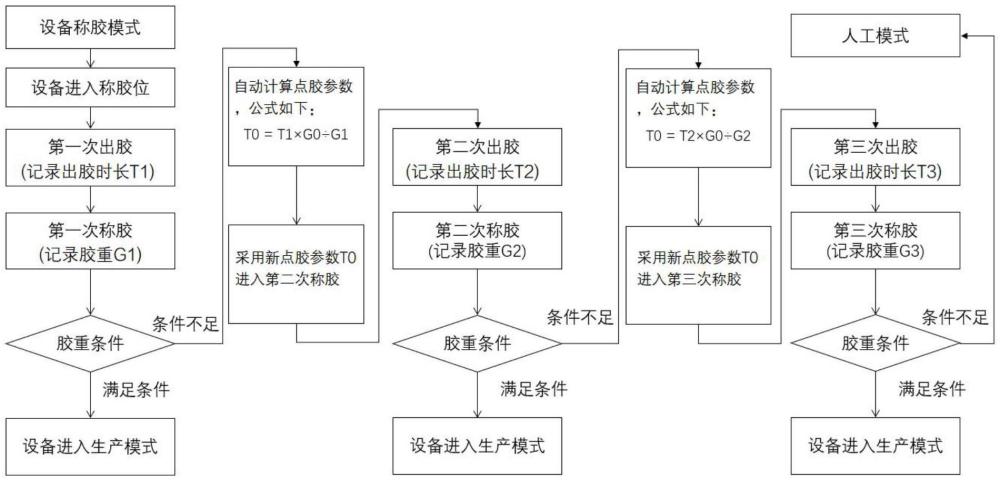
2、本發(fā)明解決其技術(shù)問題采用的技術(shù)方案是:一種點(diǎn)膠機(jī)膠量自動調(diào)整的方法,包括點(diǎn)膠機(jī),所述點(diǎn)膠機(jī)包括點(diǎn)膠閥和稱重機(jī)構(gòu),所述點(diǎn)膠閥膠量自動調(diào)整包括以下步驟:
3、s100:設(shè)定點(diǎn)膠閥點(diǎn)膠的標(biāo)準(zhǔn)膠重g0,校正稱重機(jī)構(gòu);
4、s200:點(diǎn)膠閥出膠至稱重機(jī)構(gòu)的時間記錄為實(shí)際出膠時長t,稱重機(jī)構(gòu)記錄膠重g;
5、s300:記錄的膠重g與標(biāo)準(zhǔn)膠重g0進(jìn)行比較,如果g=g0,則進(jìn)入生產(chǎn)模式,否則,進(jìn)入點(diǎn)膠參數(shù)t0的計算;
6、其中,點(diǎn)膠參數(shù)計算步驟包括:
7、s301:根據(jù)實(shí)際出膠時長t、標(biāo)準(zhǔn)膠重g0和記錄的膠重g,得出點(diǎn)膠參數(shù)t0;
8、s302:精密天枰自動清零;
9、s303:采用點(diǎn)膠參數(shù)t0控制出膠時間,并進(jìn)行出膠,記錄實(shí)際出膠時長t和膠重g;
10、s304:執(zhí)行步驟s300。
11、在其中一個實(shí)施例中,所述點(diǎn)膠機(jī)膠量自動調(diào)整的方法的點(diǎn)膠參數(shù)t0計算公式:t0=t×g0÷g。
12、在其中一個實(shí)施例中,所述點(diǎn)膠機(jī)膠量自動調(diào)整的方法的步驟s304還包括以此累計循環(huán)3次,如還未滿足標(biāo)準(zhǔn)膠重條件,則報警提示進(jìn)行人工模式。
13、在其中一個實(shí)施例中,所述點(diǎn)膠機(jī)膠量自動調(diào)整的方法步驟s100還包括以下步驟:
14、s101:稱重機(jī)構(gòu)上放置稱膠容器,并對稱膠容器的重量進(jìn)行清零操作。
15、在其中一個實(shí)施例中,所述點(diǎn)膠機(jī)膠量自動調(diào)整的方法步驟s100還包括以下步驟:
16、s102:設(shè)定稱膠節(jié)拍,所述稱膠節(jié)拍為點(diǎn)膠閥進(jìn)入稱膠模式的時間設(shè)置;
17、s103:檢測稱膠節(jié)拍條件,符合稱膠節(jié)拍的條件,則進(jìn)入稱膠步驟s200。
18、一種點(diǎn)膠機(jī)膠量自動調(diào)整系統(tǒng),用于實(shí)現(xiàn)調(diào)整方法,所述點(diǎn)膠機(jī)還包括工作臺和運(yùn)動控制模組,所述運(yùn)動控制模組和稱重機(jī)構(gòu)安裝在工作臺上,運(yùn)動控制模組的驅(qū)動端與點(diǎn)膠閥連接,所述運(yùn)動控制模組用于驅(qū)動點(diǎn)膠閥進(jìn)行移動和對點(diǎn)膠閥的點(diǎn)膠路徑進(jìn)行控制。
19、在其中一個實(shí)施例中,所述點(diǎn)膠機(jī)膠量自動調(diào)整系統(tǒng)的運(yùn)動控制模組包括支撐架、沿y軸方向移動的第一直線模組和沿z軸方向移動的第二直線模組,第一直線模組的驅(qū)動端與第二直線模組連接,第二直線模組的驅(qū)動端與點(diǎn)膠閥連接。
20、在其中一個實(shí)施例中,所述點(diǎn)膠機(jī)膠量自動調(diào)整系統(tǒng)的點(diǎn)膠機(jī)還包括工業(yè)電腦,工業(yè)電腦設(shè)置有用于運(yùn)行本調(diào)整系統(tǒng)的控制軟件。
21、在其中一個實(shí)施例中,所述點(diǎn)膠機(jī)膠量自動調(diào)整系統(tǒng)的點(diǎn)膠機(jī)還包括用于對產(chǎn)品進(jìn)行檢測的視覺檢測機(jī)構(gòu),視覺檢測機(jī)構(gòu)包括ccd相機(jī)組件,所述運(yùn)動控制模組的驅(qū)動端與ccd相機(jī)組件連接。
22、在其中一個實(shí)施例中,所述點(diǎn)膠機(jī)膠量自動調(diào)整系統(tǒng)的點(diǎn)膠機(jī)還包括氣密檢測機(jī)構(gòu),氣密檢測機(jī)構(gòu)用于對組裝后的產(chǎn)品的氣密性進(jìn)行檢測。
23、本申請的有益效果為:
24、本申請?zhí)峁┝艘环N點(diǎn)膠機(jī)膠量自動調(diào)整的方法及系統(tǒng),將點(diǎn)膠參數(shù)與膠重進(jìn)行線性關(guān)聯(lián),根據(jù)出膠時長及實(shí)際膠重進(jìn)行計算得出更加適合的點(diǎn)膠參數(shù),維持膠路與膠重的穩(wěn)定性,保證生產(chǎn)產(chǎn)品的品質(zhì)。該點(diǎn)膠機(jī)膠量自動調(diào)整的方法及系統(tǒng)不僅實(shí)現(xiàn)了自動化點(diǎn)膠調(diào)整,還提高了調(diào)節(jié)效率,大大節(jié)約了人工和時間成本。
25、該點(diǎn)膠機(jī)膠量自動調(diào)整的方法的點(diǎn)膠參數(shù)的計算方式不僅簡單方便,而且無需對系統(tǒng)參數(shù)進(jìn)行各方面的調(diào)整。
26、該點(diǎn)膠機(jī)膠量自動調(diào)整的方法再經(jīng)過3輪的自動調(diào)整后,若還不滿足標(biāo)準(zhǔn)膠重條件,系統(tǒng)報警由人工對設(shè)備進(jìn)行檢測,確保設(shè)備的正常運(yùn)行。
27、該點(diǎn)膠機(jī)膠量自動調(diào)整的方法可根據(jù)用戶需求,設(shè)定自動調(diào)整膠量的稱膠節(jié)拍,從而確保生產(chǎn)質(zhì)量。
28、該點(diǎn)膠機(jī)膠量自動調(diào)整的系統(tǒng)采用運(yùn)動控制模組和工業(yè)電腦,提高了點(diǎn)膠閥的移動和膠量的調(diào)整效率。
技術(shù)特征:
1.一種點(diǎn)膠機(jī)膠量自動調(diào)整的方法,其特征在于,包括點(diǎn)膠機(jī),所述點(diǎn)膠機(jī)包括點(diǎn)膠閥(1)和稱重機(jī)構(gòu)(2),所述點(diǎn)膠閥(1)膠量自動調(diào)整包括以下步驟:
2.根據(jù)權(quán)利要求1所述的點(diǎn)膠機(jī)膠量自動調(diào)整的方法,其特征在于,所述點(diǎn)膠參數(shù)t0計算公式:t0=t×g0÷g。
3.根據(jù)權(quán)利要求1所述的點(diǎn)膠機(jī)膠量自動調(diào)整的方法,其特征在于,所述步驟s304還包括以此累計循環(huán)3次,如還未滿足標(biāo)準(zhǔn)膠重條件,則報警提示進(jìn)行人工模式。
4.根據(jù)權(quán)利要求1所述的點(diǎn)膠機(jī)膠量自動調(diào)整的方法,其特征在于,所述步驟s100還包括以下步驟:
5.根據(jù)權(quán)利要求1所述的點(diǎn)膠機(jī)膠量自動調(diào)整的方法,其特征在于,所述步驟s100還包括以下步驟:
6.一種點(diǎn)膠機(jī)膠量自動調(diào)整系統(tǒng),用于實(shí)現(xiàn)如權(quán)利要求1-5中任意一項(xiàng)所述的調(diào)整方法,其特征在于,所述點(diǎn)膠機(jī)還包括工作臺(3)和運(yùn)動控制模組(4),所述運(yùn)動控制模組(4)和稱重機(jī)構(gòu)(2)安裝在工作臺(3)上,運(yùn)動控制模組(4)的驅(qū)動端與點(diǎn)膠閥(1)連接,所述運(yùn)動控制模組(4)用于驅(qū)動點(diǎn)膠閥(1)進(jìn)行移動和對點(diǎn)膠閥(1)的點(diǎn)膠路徑進(jìn)行控制。
7.根據(jù)權(quán)利要求6所述的點(diǎn)膠機(jī)膠量自動調(diào)整系統(tǒng),其特征在于,所述運(yùn)動控制模組(4)包括支撐架、沿y軸方向移動的第一直線模組(41)和沿z軸方向移動的第二直線模組(42),第一直線模組(41)的驅(qū)動端與第二直線模組(42)連接,第二直線模組(42)的驅(qū)動端與點(diǎn)膠閥(1)連接。
8.根據(jù)權(quán)利要求6所述的點(diǎn)膠機(jī)膠量自動調(diào)整系統(tǒng),其特征在于,所述點(diǎn)膠機(jī)還包括工業(yè)電腦,工業(yè)電腦設(shè)置有用于運(yùn)行本調(diào)整系統(tǒng)的控制軟件。
9.根據(jù)權(quán)利要求6所述的點(diǎn)膠機(jī)膠量自動調(diào)整系統(tǒng),其特征在于,所述點(diǎn)膠機(jī)還包括用于對產(chǎn)品進(jìn)行檢測的視覺檢測機(jī)構(gòu)(5),視覺檢測機(jī)構(gòu)(5)包括ccd相機(jī)組件,所述運(yùn)動控制模組(4)的驅(qū)動端與ccd相機(jī)組件連接。
10.根據(jù)權(quán)利要求6所述的點(diǎn)膠機(jī)膠量自動調(diào)整系統(tǒng),其特征在于,所述點(diǎn)膠機(jī)還包括氣密檢測機(jī)構(gòu),氣密檢測機(jī)構(gòu)用于對組裝后的產(chǎn)品的氣密性進(jìn)行檢測。
技術(shù)總結(jié)
本發(fā)明涉及一種點(diǎn)膠機(jī)膠量自動調(diào)整的方法及系統(tǒng),所述點(diǎn)膠閥膠量自動調(diào)整包括以下步驟:S100:設(shè)定點(diǎn)膠閥點(diǎn)膠的標(biāo)準(zhǔn)膠重G0,校正稱重機(jī)構(gòu);S200:點(diǎn)膠閥出膠至稱重機(jī)構(gòu)的時間記錄為實(shí)際出膠時長T,稱重機(jī)構(gòu)記錄膠重G;S300:記錄的膠重G與標(biāo)準(zhǔn)膠重G0進(jìn)行比較,如果G=G0,則進(jìn)入生產(chǎn)模式,否則,進(jìn)入點(diǎn)膠參數(shù)T0的計算;點(diǎn)膠參數(shù)計算步驟:S301:根據(jù)實(shí)際出膠時長T、標(biāo)準(zhǔn)膠重G0和記錄的膠重G,得出點(diǎn)膠參數(shù)T0;S302:稱重機(jī)構(gòu)自動清零;S303:采用點(diǎn)膠參數(shù)T0控制出膠時間,并進(jìn)行出膠,記錄實(shí)際出膠時長T和膠重G;S304:執(zhí)行步驟S300。該膠量自動調(diào)整方法不僅實(shí)現(xiàn)了自動化膠量調(diào)節(jié),提高了調(diào)節(jié)效率,還大大節(jié)約了人工和時間成本,確保生產(chǎn)產(chǎn)品的品質(zhì)。
技術(shù)研發(fā)人員:王景昱,許雙濤
受保護(hù)的技術(shù)使用者:蘇州景容精控科技有限公司
技術(shù)研發(fā)日:
技術(shù)公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點(diǎn)贊!