一種螺桿轉子型線尺寸測量工裝的制作方法
本技術涉及轉子測量,尤其涉及一種螺桿轉子型線尺寸測量工裝。
背景技術:
1、在螺桿壓縮機等旋轉機械中,轉子型線的設計和優化直接影響到壓縮機的容積效率、泄漏損失以及運行穩定性。一個優良的轉子型線設計,能夠在保證氣體壓縮效率的同時,有效降低泄漏損失,提高機械效率。因此,對轉子型線的精確測量,不僅是對轉子設計質量的檢驗,更是對機械性能優化和提升的重要基礎。現有技術中,轉子型線一般通過模板法、千分尺法等傳統的測量方法以及激光掃描法、三坐標測量法等現代測量技術來測量,傳統測量方法測量精度不足,現代測量方法測量效率較低。
2、中國專利cn215217455u公開了一種螺桿轉子型線余量測量裝置,包括:待測轉子、基準轉子、第一頂尖組、第二頂尖組和中心距調節機構;所述待測轉子被夾持在第一頂尖組的兩個頂尖之間,基準轉子被夾持在第二頂尖組的兩個頂尖之間;所述中心距調節機構用于調節基準轉子和待測轉子的中心距。本上述的一種螺桿轉子型線余量測量裝置,操作簡單、測量效率高、成本低。
3、但是該技術方案存在以下問題,其需要將陰陽轉子調整至嚙合才能測量,操作復雜,檢測效率低,不適用于批量生產時的尺寸檢測。
技術實現思路
1、本實用新型的目的是針對現有技術的不足之處,提供一種螺桿轉子型線尺寸測量工裝,通過以型線尺寸測量合格的轉子為基準,將測量組件抵接于合格的轉子上,使測量器的測量部與型面完全抵接后將測量器進行調零,在每個轉子生產完畢后,即可利用測量組件快速測量后續生產的轉子與合格轉子之間的偏差值,檢測轉子是否合格,解決批量生產時檢測效率低的問題。
2、為實現上述目的,本實用新型提供如下技術方案:
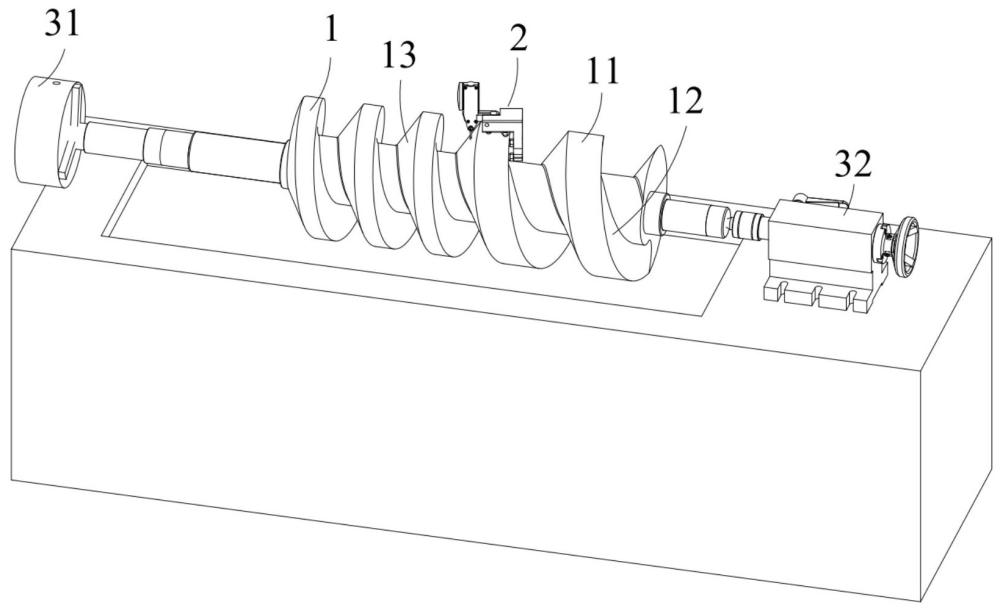
3、一種螺桿轉子型線尺寸測量工裝,包括轉子以及測量所述轉子型線偏差的測量組件,所述轉子為螺桿轉子,其包括外周面以及位于所述外周面兩側的第一型面和第二型面,所述測量組件包括定位于所述轉子外側的第一固定架、橫向安裝于所述第一固定架上的第二固定架以及垂直安裝于所述第二固定架一端的測量器,所述測量器的測量部與所述轉子的第二型面抵接。
4、作為一種優選,所述第一固定架為l形,其包括定位于所述第一型面的第一定位部以及定位于所述外周面的第二定位部。
5、作為一種優選,所述第一定位部和第二定位部設置有若干所述轉子抵接的定位件。
6、作為一種優選,所述定位件與所述轉子的抵接部分為球形。
7、作為一種優選,所述第一定位部和第二定位部均設置有至少兩個定位件,且所述第一定位部的定位件之間的連線與所述第二定位部的定位件之間的連線不平行。
8、作為一種優選,所述第二固定架安裝于所述第二定位部且與所述第二定位部平行。
9、作為一種優選,所述測量器為杠桿百分表,其測量部設置于所述測量器底部。
10、作為一種優選,還包括機臺,所述轉子水平轉動連接于所述機臺上。
11、作為一種優選,所述機臺上安裝有定位所述轉子的第一夾具和第二夾具,所述轉子兩端分別安裝于所述第一夾具和第二夾具上。
12、作為一種優選,所述第一夾具為主動端,所述第二夾具為從動端。
13、本實用新型的有益效果在于:
14、(1)本實用新型通過以型線尺寸測量合格的轉子為基準,將測量抵接于合格的轉子上,使測量器的與型面抵接后將測量器進行調零,在每個轉子生產完畢后,即可利用測量組件快速測量后續生產的轉子與合格轉子之間的偏差值,檢測轉子是否合格,解決批量生產時檢測效率低的問題。
15、(2)本實用新型通過l形第一固定架的設計,配合在其第一定位部)和第二定位部設置抵接部分為球形的定位件),可以精確地將轉子定位在工裝中,確保測量的一致性。
16、(3)本實用新型通過設置測量組件,且測量器用為杠桿百分表,能夠實現螺桿轉子型線尺寸的精確測量,杠桿百分表底部設置的測量部與轉子第二型面抵接,可以準確捕捉型線的偏差。
17、(4)本實用新型調整第一夾具和第二夾具,工裝可以適應不同長度和直徑的轉子,具有較強的通用性。
18、綜上所述,本實用新型具有高效、穩定、偏差小、通用范圍大等優點,能夠有效提高螺桿轉子型線尺寸的測量精度和效率。
技術特征:
1.一種螺桿轉子型線尺寸測量工裝,其特征在于,包括轉子以及測量所述轉子型線偏差的測量組件,所述轉子包括外周面以及位于所述外周面兩側的第一型面和第二型面,所述測量組件包括定位于所述轉子外側的第一固定架、橫向安裝于所述第一固定架上的第二固定架以及垂直安裝于所述第二固定架一端的測量器,所述測量器的測量部與所述轉子的第二型面抵接。
2.根據權利要求1所述的一種螺桿轉子型線尺寸測量工裝,其特征在于,所述第一固定架為l形,其包括定位于所述第一型面的第一定位部以及定位于所述外周面的第二定位部。
3.根據權利要求2所述的一種螺桿轉子型線尺寸測量工裝,其特征在于,所述第一定位部和第二定位部設置有若干所述轉子抵接的定位件。
4.根據權利要求3所述的一種螺桿轉子型線尺寸測量工裝,其特征在于,所述定位件與所述轉子的抵接部分為球形。
5.根據權利要求3所述的一種螺桿轉子型線尺寸測量工裝,其特征在于,所述第一定位部和第二定位部均設置有至少兩個定位件,且所述第一定位部的定位件之間的連線與所述第二定位部的定位件之間的連線不平行。
6.根據權利要求2所述的一種螺桿轉子型線尺寸測量工裝,其特征在于,所述第二固定架安裝于所述第二定位部且與所述第二定位部平行。
7.根據權利要求1所述的一種螺桿轉子型線尺寸測量工裝,其特征在于,所述測量器為杠桿百分表,其測量部設置于所述測量器底部。
8.根據權利要求1-7任一所述的一種螺桿轉子型線尺寸測量工裝,其特征在于,還包括機臺,所述轉子水平轉動連接于所述機臺上。
9.根據權利要求8所述的一種螺桿轉子型線尺寸測量工裝,其特征在于,所述機臺上安裝有定位所述轉子的第一夾具和第二夾具,所述轉子兩端分別安裝于所述第一夾具和第二夾具上。
10.根據權利要求9所述的一種螺桿轉子型線尺寸測量工裝,其特征在于,所述第一夾具為主動端,所述第二夾具為從動端。
技術總結
本技術提供了一種螺桿轉子型線尺寸測量工裝,包括轉子以及測量所述轉子型線偏差的測量組件,所述轉子包括外周面以及位于所述外周面兩側的第一型面和第二型面,所述測量組件包括定位于所述轉子外側的第一固定架、橫向安裝于所述第一固定架上的第二固定架以及垂直安裝于所述第二固定架一端的測量器,所述測量器的測量部與所述轉子的第二型面抵接。通過以型線尺寸測量合格的轉子為基準,將測量組件抵接于合格的轉子上,使測量器的測量部與型面完全抵接后將測量器進行調零,在每個轉子生產完畢后,即可利用測量組件快速測量后續生產的轉子與合格轉子之間的偏差值,檢測轉子是否合格,解決批量生產時檢測效率低的問題。
技術研發人員:鞏尚文,李星,王浩,涂利國
受保護的技術使用者:威固樂真空設備(浙江)有限公司
技術研發日:20240722
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!