一種連續模拉延成型下壓料的回程機構的制作方法
本申請涉及連續模結構,特別涉及一種連續模拉延成型下壓料的回程機構。
背景技術:
1、汽車門框上的加強支架的成型需要用到連續模,在采用連續模拉延成型過程中,由于下模上的成型治具是浮動的,在成型完畢開模后容易快速的將已經成型好的產品頂起來,較大的頂升力容易導致成型好的產品表面出現褶皺或凹陷等瑕疵,影響產品的型面精度。
技術實現思路
1、本申請旨在至少在一定程度上解決現有技術中的上述技術問題之一。為此,本申請實施例提供一種連續模拉延成型下壓料的回程機構,有效降低開模時成型治具對于產品的沖擊,提高產品成型后的型面良率。
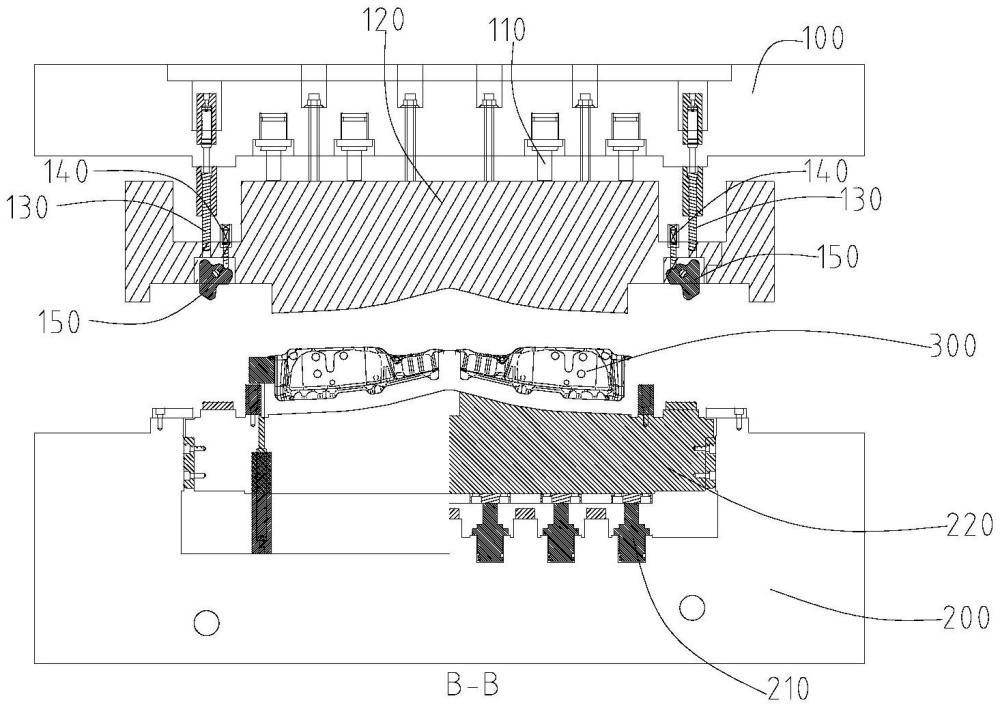
2、根據本申請實施例提供的連續模拉延成型下壓料的回程機構,包括上模座;彈性連接所述上模座的上壓料,所述上壓料設置有第一彈性件以及能夠轉動的預緊件,所述第一彈性件的自由端壓抵所述預緊件;固定于所述上模座的第二彈性件;下模座;以及彈性連接所述下模座的下壓料;其中,所述上模座與所述下模座合模后,所述第二彈性件的自由端壓抵所述預緊件,以使所述預緊件的預壓端朝向所述第一彈性件翻轉,且所述預壓端壓抵所述下壓料。
3、根據本申請實施例所述的連續模拉延成型下壓料的回程機構,所述預緊件的同一側具有第一端和第二端,所述第一端和所述第二端分別位于所述預緊件的旋轉中心的兩側,所述第一彈性件壓抵所述第一端,所述第二彈性件壓抵所述第二端。
4、根據本申請實施例所述的連續模拉延成型下壓料的回程機構,所述上模座未與所述下模座合模時,所述預壓端處于所述第二端和所述預緊件的旋轉中心之間的下方。
5、根據本申請實施例所述的連續模拉延成型下壓料的回程機構,所述預壓端的兩側為斜面,兩側斜面的相交處通過圓弧面銜接。
6、根據本申請實施例所述的連續模拉延成型下壓料的回程機構,所述上壓料朝向所述下壓料的一側具有用于供所述預緊件安裝的凹槽,所述預緊件通過轉軸轉動設置于所述凹槽內。
7、根據本申請實施例所述的連續模拉延成型下壓料的回程機構,所述第一彈性件為氮氣彈簧,所述第一彈性件的自由端具有第一頂桿,所述頂桿進入到所述凹槽內壓抵所述預緊件。
8、根據本申請實施例所述的連續模拉延成型下壓料的回程機構,所述第二彈性件為氮氣彈簧,所述第二彈性件的自由端具有第二頂桿,所述上壓料正對所述第二頂桿的位置設置有通孔,所述通孔連通所述凹槽。
9、根據本申請實施例所述的連續模拉延成型下壓料的回程機構,所述第二彈性件的彈壓力大于所述第一彈性件的彈壓力。
10、根據本申請實施例所述的連續模拉延成型下壓料的回程機構,所述上模座設置有翻邊刀塊,所述下壓料正對所述翻邊刀塊,所述下模座設置有整形塊,所述整形塊正對所述上壓料。
11、根據本申請實施例所述的連續模拉延成型下壓料的回程機構,所述上壓料設置有多個,所述上壓料通過第三彈性件連接所述上模座,所述下壓料設置有多個,所述下壓料通過第四彈性件連接所述下模座,所述第三彈性件和所述第四彈性件均為氮氣彈簧。
12、上述連續模拉延成型下壓料的回程機構,至少具有如下有益效果:合模時,增設的預緊件是壓抵下壓料的,隨著合模的進一步進行,第二彈性件下至壓抵預緊件,以使預緊件克服第一彈性件的預頂力產生旋轉,確保預緊件與下壓料之間具備一個產品厚度的間距,通過上模座上的刀具與下壓料夾緊胚料并呈拉延形式將產品成型出來,模具完全閉合后,產品成型完成,且成型面無起皺,產品型面精度滿足品質要求;開模時,上模座逐漸遠離下模座,且上模座與下壓料分開,此時上壓料維持預壓產品,第二彈性件維持壓抵預緊件,以使預緊件維持壓抵下壓料,確保下壓料在失去上模座的合模力時不會突然將產品頂起,有效保護產品的型面;隨著進一步開模,第二彈性件解除對預緊件的壓抵,預緊件在第一彈性件的作用下旋轉回原到初始位置,但此時的預緊件仍然頂出下壓料,產品不會被頂起,無變形,此時上壓料維持預壓產品,接著上模座繼續上行,使得上壓料不在預壓產品且跟隨上模座上行,預緊件隨之跟隨上壓料上行,預緊件回原完全后解除對下壓料的限制,因而下壓料能夠以較為緩慢的方式回原,當上模座繼續上行到最高點,產品隨下壓料上浮到送料位置,送料機送料,模具重復上述動作,完成批量生產。預緊件的設置能夠有效避免下壓料字啊開模時對產品的沖擊,避免了下壓料的回彈造成沖擊使得產品的型面產生褶皺或凹陷等瑕疵。
技術特征:
1.一種連續模拉延成型下壓料的回程機構,其特征在于:包括
2.根據權利要求1所述的連續模拉延成型下壓料的回程機構,其特征在于:所述預緊件的同一側具有第一端和第二端,所述第一端和所述第二端分別位于所述預緊件的旋轉中心的兩側,所述第一彈性件壓抵所述第一端,所述第二彈性件壓抵所述第二端。
3.根據權利要求2所述的連續模拉延成型下壓料的回程機構,其特征在于:所述上模座未與所述下模座合模時,所述預壓端處于所述第二端和所述預緊件的旋轉中心之間的下方。
4.根據權利要求1所述的連續模拉延成型下壓料的回程機構,其特征在于:所述預壓端的兩側為斜面,兩側斜面的相交處通過圓弧面銜接。
5.根據權利要求1所述的連續模拉延成型下壓料的回程機構,其特征在于:所述上壓料朝向所述下壓料的一側具有用于供所述預緊件安裝的凹槽,所述預緊件通過轉軸轉動設置于所述凹槽內。
6.根據權利要求5所述的連續模拉延成型下壓料的回程機構,其特征在于:所述第一彈性件為氮氣彈簧,所述第一彈性件的自由端具有第一頂桿,所述頂桿進入到所述凹槽內壓抵所述預緊件。
7.根據權利要求6所述的連續模拉延成型下壓料的回程機構,其特征在于:所述第二彈性件為氮氣彈簧,所述第二彈性件的自由端具有第二頂桿,所述上壓料正對所述第二頂桿的位置設置有通孔,所述通孔連通所述凹槽。
8.根據權利要求7所述的連續模拉延成型下壓料的回程機構,其特征在于:所述第二彈性件的彈壓力大于所述第一彈性件的彈壓力。
9.根據權利要求1至8中任一所述的連續模拉延成型下壓料的回程機構,其特征在于:所述上模座設置有翻邊刀塊,所述下壓料正對所述翻邊刀塊,所述下模座設置有整形塊,所述整形塊正對所述上壓料。
10.根據權利要求9所述的連續模拉延成型下壓料的回程機構,其特征在于:所述上壓料設置有多個,所述上壓料通過第三彈性件連接所述上模座,所述下壓料設置有多個,所述下壓料通過第四彈性件連接所述下模座,所述第三彈性件和所述第四彈性件均為氮氣彈簧。
技術總結
本申請公開了一種連續模拉延成型下壓料的回程機構,涉及連續模結構技術領域,包括上模座;彈性連接所述上模座的上壓料,所述上壓料設置有第一彈性以及能夠轉動的預緊件,所述第一彈性件的自由端壓抵所述預緊件;固定于所述上模座的第二彈性件;下模座;以及彈性連接所述下模座的下壓料;其中,所述上模座與所述下模座合模后,所述第二彈性件的自由端壓抵所述預緊件,以使所述預緊件的預壓端朝向所述第一彈性件翻轉,且所述預壓端壓抵所述下壓料。本申請實施例的連續模拉延成型下壓料的回程機構能夠有效降低開模時成型治具對于產品的沖擊,提高產品成型后的型面良率。
技術研發人員:萬智雄
受保護的技術使用者:廣州敏實汽車零部件有限公司
技術研發日:20240724
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!