一種用于空調制造的切割裝置的制作方法
本發明屬于空調制造裝置,具體涉及一種用于空調制造的切割裝置。
背景技術:
1、空調即空氣調節器,是由制冷(熱)循環系統、空氣循環通風系統、電氣控制系統和箱體等四部分組成,使被調節空間的空氣保持一定的溫度、濕度、流動速度、潔凈度和新鮮度的小型空氣調節機。空調在制造時,需要通過切割裝置、開孔裝置、焊接裝置等對空調的配件進行切割、開孔、焊接等。
2、現有的用于空調制造的切割裝置在切割時,需要手動對廢料進行清掃,耗時耗力,同時在切割過程中,板材是置于裝置的工作臺面上,無法對其緊固定位,而裝置在切割過程中會產生一定的抖動,繼而容易造成切割位置的偏移,提升了次品率,繼而提高了加工成本。
技術實現思路
1、本發明提供了一種用于空調制造的切割裝置,其目的在于解決了現有的用于空調制造的切割裝置在切割時,需要手動對廢料進行清掃,耗時耗力,同時在切割過程中,板材是置于裝置的工作臺面上,無法對其緊固定位,而裝置在切割過程中會產生一定的抖動,繼而容易造成切割位置的偏移,提升了次品率,繼而提高了加工成本的問題。
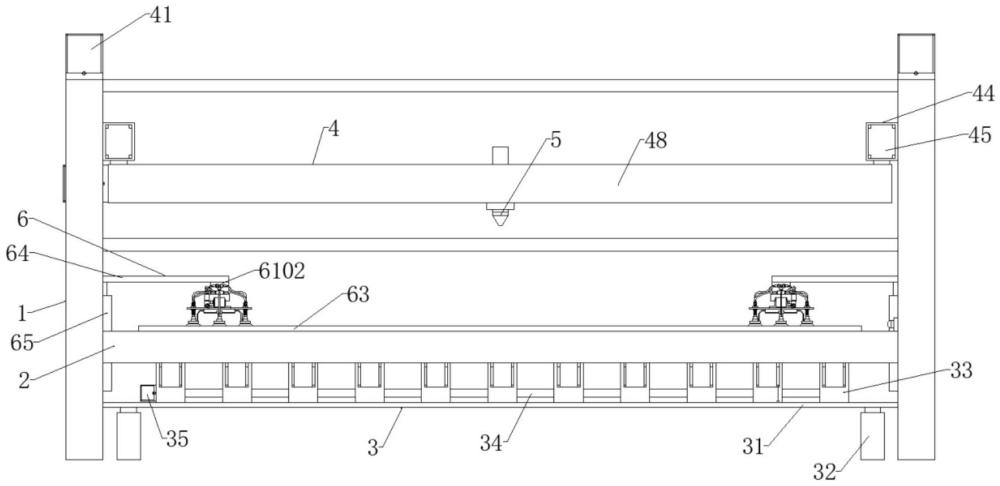
2、本發明實施例提供了一種用于空調制造的切割裝置,包含主支架,所述主支架的內側安設著輥筒輸送架,所述輥筒輸送架的下端安設著卸料模塊,所述主支架上安設著切割方位調節模塊,所述切割方位調節模塊上安設著激光切割頭,所述輥筒輸送架的兩端對稱安設著兩組板材緊固定位模塊,所述輥筒輸送架的一邊安設著激光測距傳感器;
3、所述板材緊固定位模塊包含銜接板,所述銜接板的輸出端固連著裝配座,所述裝配座上安設著若干定位組件與通道一,所述通道一的一頭和氣泵接通,所述通道一的另一頭和定位組件接通,所述銜接板的上端固連著銜接架,所述銜接架的另一頭固連著液壓缸二,所述液壓缸二與輥筒輸送架的端部相連。
4、進一步地,所述卸料模塊包含滑動安設在主支架內側的底板與安設在底板上方的聯動軸,所述底板的下端對稱安設著兩組液壓缸一,所述底板的上端固連著若干凹形支架,所述凹形支架處于輥筒輸送架上臨近的兩個輥筒之間,所述聯動軸貫穿凹形支架下端的中部并彼此旋接,處在所述底板一端的凹形支架的邊側固連著伺服電機一,所述伺服電機一的輸出端與聯動軸的一端相連,所述凹形支架的上端旋接著皮帶輪,所述聯動軸的外周面上固連著皮帶輪,三個所述皮帶輪呈等腰三角形分布在凹形支架的內側,同一個所述凹形支架內側的三個皮帶輪通過傳動皮帶傳動相連。
5、進一步地,所述切割方位調節模塊包含固連在主支架上端的伺服電機二與滑動安設在主支架兩邊的滑板,所述滑板的中間絲接著絲杠一,所述絲杠一的上端與伺服電機二的輸出端相連;
6、所述滑板的一邊固連著滑軌一,所述滑軌一的一端固連著伺服電機三,所述滑軌一的內側旋接著絲杠二,所述絲杠二的一端與伺服電機三的一端相連,所述絲杠二的外側絲接著滑塊一,所述滑塊一與滑軌一滑動相連;
7、所述滑塊一的下端固連著滑軌二,所述滑軌二的內側旋接著絲杠三,所述滑軌二的一端固連著伺服電機四,所述伺服電機四的輸出端與絲杠三的一端相連,所述絲杠三的外側絲接著滑塊二,所述滑塊二與滑軌二滑動連接,所述滑塊二下端的一邊于激光切割頭相連。
8、進一步地,所述定位組件的里面安設著約束件,用來當定位組件和空調加工板材間存在縫隙泄露時,把定位組件和通道一間接通的位置執行密封,來讓密封之后的定位組件里面氣壓處在正常情形之下;
9、所述定位組件包含固連于裝配座下端的若干外定位圓片與可移動安設在裝配座的下端且處于臨近的一對外定位圓片間的內定位圓片;
10、臨近的一對所述外定位圓片間安設著氣壓對比單元,所述氣壓對比單元被安設成在當中一片外定位圓片里面的氣壓處在正常情形之下時,牽引內定位圓片朝處在正常氣壓情形之下的外定位圓片的位置變動,且在變動之后對空調加工板材執行緊固定位;
11、所述氣壓對比單元和臨近的一對外定位圓片的里面接通,所述氣壓對比單元的里面和一對外定位圓片接通的位置可移動安設著硅膠臺,正常情形之下,一對所述外定位圓片里面的氣壓作用經由接通位置硅膠臺彼此牽引,讓硅膠臺處在初始位置;
12、在當中的一片外定位圓片里面的氣壓處于正常情形之下時,在氣壓的差值之下,硅膠臺被拉到處在正常氣壓情形之下的外定位圓片的位置變動;
13、且內定位圓片處于氣壓對比單元之下,并且和硅膠臺經由吸鐵石的吸力相連,用來隨著硅膠臺執行變動;
14、所述氣壓對比單元包含固連于裝配座下端且處在臨近的一對所述外定位圓片間的外罩,所述外罩的里面預留著兩頭各自和一對所述外定位圓片里面接通的滑道;
15、所述硅膠臺可移動安設于滑道中,所述硅膠臺的兩頭都安設著螺旋狀鈹銅絲一;
16、所述內定位圓片的上端固連著變動座,所述變動座可移動安設于外罩的下端,且和硅膠臺經由吸鐵石的吸力相連。
17、進一步地,所述定位組件的里面安設阻隔圈,所述阻隔圈的下端用來壓在空調加工板材的上端面上,確保當定位組件和空調加工板材間存在泄露之際牽引約束件變動,來讓約束件把定位組件和通道一間接通的位置執行密封。
18、進一步地,所述阻隔圈采用硅膠材質,所述阻隔圈的里面安設著聯動部;
19、當定位組件和空調加工板材間存在泄露之際,空氣可以壓迫阻隔圈改變形態,繼而在阻隔圈改變形態期間經由聯動部牽引約束件變動。
20、進一步地,所述定位組件的上端預留著貫通的接通口,所述接通口的上端接通著通道三,所述通道三和通道一的一頭接通;
21、所述約束件包含密封塊,所述密封塊呈半球形,所述密封塊處在接通口之下,所述接通口下端的半徑小于密封塊的半徑,所述密封塊的上端固連著螺旋狀鈹銅絲二,所述螺旋狀鈹銅絲二的上端固連于接通口的里表面上,在正常情形之下,所述密封塊和接通口的下端相離。
22、進一步地,所述聯動部包含可移動安設于定位組件上端里面的變動臺,所述變動臺接近密封塊的一頭順著安設著下壁面、坡面與上壁面,所述變動臺的下端面上固連著豎向伸展到阻隔圈里周面下端的聯動棒,用來在阻隔圈形態改變之際牽引變動臺變動;
23、當密封塊和接通口的下端相離時,下壁面壓緊在密封塊的下端面上;
24、在變動臺變動之際,變動臺經由坡面把密封塊壓緊在接通口的下端,讓密封塊對接通口的下端執行密封。
25、進一步地,所述外罩的里面處在滑道之上預留著接通溝路二,所述外罩的里面處在滑道之下預留著接通溝路一;
26、所述接通溝路一的一頭穿過外罩的一頭,所述接通溝路一的另一頭伸展到外罩的另一頭和滑道接通;
27、所述接通溝路二的一頭穿過外罩的一頭,所述接通溝路二的另一頭伸展到外罩的另一頭和滑道接通,所述接通溝路二與接通溝路一的頭端都接通著通道二,一對所述通道二各自和一對所述外定位圓片的里面接通。
28、進一步地,和所述內定位圓片接通的通道一的上端接通著通道四,所述通道中豎向可移動安設著開關;所述外罩接近開關一邊的兩頭都安設著三角形臺,所述三角形臺處在開關變動的軌跡上,用來在內定位圓片變動之際牽引開關朝上變動,把通道一開啟。
29、本發明的有益效果為:
30、1、本發明把空調加工板材置于輥筒輸送架,激光測距傳感器檢測到空調加工板材到位之后,經由板材緊固定位模塊對空調加工板材執行緊固定位,確保空調加工板材能穩固的放置于輥筒輸送架上,確保切割位置的精準度,降低了次品率,進而降低了加工成本,切割方位調節模塊調節激光切割頭的方位并對緊固的空調加工板材執行移動切割,實現了對空調加工板材的自動緊固定位以及切割,切割完成之后,板材緊固定位模塊將切割完成的空調加工板材提起,卸料模塊動作,卸料模塊把切割產生的廢料輸送到一側轉運走,廢料卸下之后,板材緊固定位模塊把空調加工板材放下并松開空調加工板材,卸料模塊反向動作,將放置的空調加工板材輸送到另一側轉運走,實現了廢料與空調加工板材的分別卸料與轉運,省時省力,實現了空調加工板材的自動化切割,大大提高了空調的生產效率。
31、2、本發明經由板材緊固定位模塊的安設,在當中的一片外定位圓片和空調加工板材間存在泄露之際,處在此外定位圓片里面的約束件對通道一里面的空氣執行阻隔,讓外定位圓片處在正常的氣壓情形之下,接著經由一對外定位圓片里面的氣壓差牽引內定位圓片變動,且在變動之后對空調加工板材執行緊固定位,繼而確保對空調加工板材的穩固緊固定位;
32、當空調加工板材的端面不平整時,外定位圓片存在一回泄露之后,上壁面變動到密封塊的下端,繼而讓密封塊不能朝下變動,此刻密封塊會持續對接通口執行阻隔密封,繼而讓此外定位圓片持續處在關閉的情形之下,不能接著對空調加工板材不平的位置執行緊固定位,則經由外定位圓片旁邊的內定位圓片對空調加工板材的其余區域執行緊固定位,達到對緊固定位區域的自行調整,繼而確保對空調加工板材緊固定位的穩固度;
33、外定位圓片一般都是均衡排布于空調加工板材的邊側,經由若干外定位圓片對空調加工板材的多個區域執行緊固定位,來讓若干外定位圓片可以均衡承受緊固作用,然而,在當中的一片外定位圓片松開空調加工板材之際,其余的外定位圓片則要承載多余的力,所以內定位圓片會自行朝外定位圓片和空調加工板材分開的周邊區域變動,不僅達到了對空調加工板材的迅速緊固定位,以免空調加工板材的松脫;還能在內定位圓片對空調加工板材的緊固定位處處在變動座的周邊,確保讓空調加工板材處在被均衡緊固的情形之下。
34、本發明的其它特征和優點將在隨后的說明書中闡述,并且,部分地從說明書中變得顯而易見,或者通過實施本發明而了解。本發明的目的和其他優點可通過在說明書以及附圖中所特別指出的結構來實現和獲得。
- 還沒有人留言評論。精彩留言會獲得點贊!