一種換熱器定位裝置及其使用方法與流程
本技術涉及換熱器生產,具體為一種換熱器定位裝置及其使用方法。
背景技術:
1、板式換熱器是一種常見的換熱設備,通常用于工業生產中的熱能傳遞過程。它由一系列金屬板組成,這些板之間通過密封墊片和邊框固定在一起,形成了一套平行的流體通道。當冷熱流體分別流經板式換熱器的兩側時,它們在金屬板間隔的邊界上發生熱量交換。熱流體的熱量會傳遞到冷流體中,從而實現熱量的平衡傳遞,因此金屬板的安裝至關重要。
2、現有的板式換熱器安裝都是通過人工手動安裝,需要多名工人進行配合,為了將金屬板固定在固定板之間,需要通過金屬板上的凹槽與固定桿配合定位,在安裝的過程中需要將金屬板微微彎曲再放入固定桿之間,隨后在金屬板的彈性下使金屬板恢復平直狀態,將固定桿卡入凹槽中,由于金屬板數量眾多且在全部安裝完成之前缺少固定,因此需要一個人壓住金屬板另一個人安裝金屬板,較為耗費人力物力。
3、所以有必要提供一種換熱器定位裝置來解決上述問題。
4、需要說明的是,本背景技術部分中公開的以上信息僅用于理解本技術構思的背景技術,并且因此,它可以包含不構成現有技術的信息。
技術實現思路
1、基于現有技術中存在的上述問題,本技術所要解決的問題是:提供一種換熱器定位裝置,解決了安裝耗費人力物力的問題。
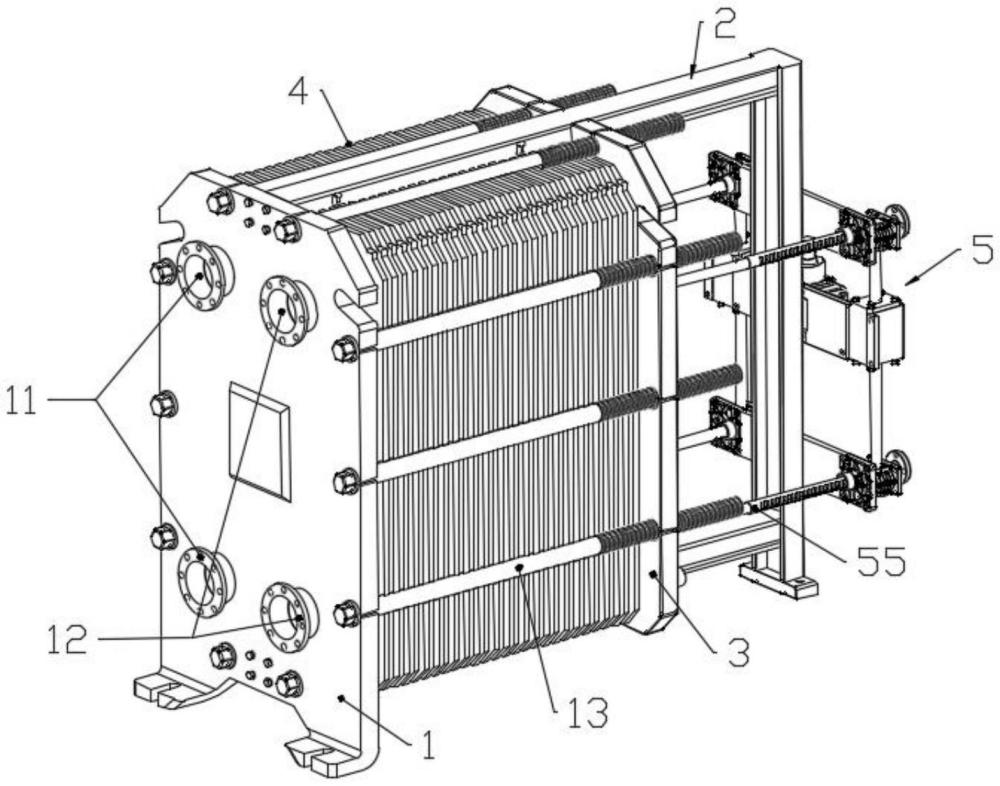
2、本技術解決其技術問題所采用的技術方案是:一種換熱器定位裝置,包括前端板、支撐架、后端板;所述支撐架包括上橫梁、下橫梁;所述上橫梁、下橫梁平行設置,所述前端板固定安裝在上橫梁、下橫梁的一端,所述后端板位于上橫梁、下橫梁之間,且與上橫梁、下橫梁滑動連接;
3、所述上橫梁的內側開設有豎移槽,所述上橫梁的兩側開設有滑動槽,所述滑動槽的一端與豎移槽連通;所述豎移槽內滑動安裝有上卡板,所述上卡板的兩側設置有滑動鍵,所述滑動鍵遠離上卡板的一端與滑動槽滑動配合;所述下橫梁的內側開設有橫移槽,所述橫移槽的長邊與下橫梁的長邊平行;所述后端板靠近前端板的一側固定安裝有下卡板,所述下卡板的長邊與下橫梁的長邊平行;所述下卡板的底部位于橫移槽內,且滑動設置;所述換熱板設置有多個,多個所述換熱板豎向放置在上卡板、下卡板之間,所述換熱板的端面與前端板端面平行,所述換熱板一正一反交替依次排列;
4、由此,安裝前,將后端板移動至橫移槽遠離前端板的一端,使得下卡板與上卡板形成錯位狀態;此時,滑動鍵位于滑動槽最下端,上卡板下移至最低處;工人將換熱板斜著放置在上、下卡板之間,當多個換熱板放置好后,推動后端板靠近前端板,下卡板推動換熱板逐漸豎直,同時換熱板推動上卡板上移;當換熱板呈豎直狀態時,上卡板位于豎移槽的頂部,滑動鍵位于滑動槽最上端,由此,通過一個工人就能實現快速安裝換熱板的效果,解決了安裝耗費人力物力的問題。
5、進一步的,所述上卡板、下卡板相對的一側分別開設有多個卡槽,所述上卡板、下卡板的卡槽一一對應;所述卡槽與換熱板一一對應,所述上卡板、下卡板通過卡槽安裝換熱板;由此,卡槽能保證換熱板擺正時不發生晃動,降低錯位的幾率。
6、進一步的,所述換熱板的端面開設有通口一、通口二,所述通口一、通口二并排設置;所述通口一設置有一對,且并列設置;所述通口二設置有一對,且并列設置;
7、所述換熱板的正面設置有密封膠墊一,所述密封膠墊一的內部設置有換熱區一;所述通口一位于密封膠墊一的內部,且與換熱區一連通;所述通口二位于密封膠墊一的外側,且與換熱區一不連通;
8、所述換熱板的反面設置有密封膠墊二,所述密封膠墊二的內部設置有換熱區二;所述通口二位于密封膠墊一的內部,且與換熱區二連通;所述通口一位于密封膠墊一的外側,且與換熱區二不連通;
9、由此,換熱板一正一反交替依次排列安裝后,相鄰兩個換熱板的密封膠墊一或密封膠墊二相互貼合,使得整個換熱板組形成冷熱相錯布置,進而實現換熱板的熱交換。
10、進一步的,所述換熱區一、換熱區二之間均勻設置有限流凸起;由此,能夠延緩介媒流動的速度,保證換熱的效率。
11、進一步的,所述支撐架還包括豎梁,所述豎梁固定安裝在上橫梁、下橫梁遠離前端板的一端,且位于后端板遠離前端板的一側;所述豎梁遠離后端板的一側設置有安裝板,所述安裝板遠離豎梁的一側固定安裝有推動組件,所述推動組件包括推動桿,所述推動桿設置有四個,四個所述推動桿對角布置,且與安裝板滑動設置;所述推動桿的軸線與下橫梁的長邊平行設置,所述推動桿的一端與后端板固定連接;由此,通過同步移動推動桿,使得后端板在下橫梁上移動時不會發生擺動,進而降低對換熱板擺正的影響。
12、進一步的,所述推動組件還包括傳動器一;所述傳動器一的一側與安裝板固定連接,所述傳動器一的兩端分別連接有傳動器二;所述傳動器二的一側與安裝板固定連接,所述傳動器二的兩端分別連接有控制座,所述控制座與推動桿一一對應,且滑動套設在對應推動桿上;
13、所述傳動器一的一側設置有步進電機,所述控制座的內部設置有直齒輪,所述直齒輪的中央與對應傳動器二固定連接;所述推動桿的一側軸向設置有多個齒牙,所述直齒輪的齒面與齒牙嚙合;由此,傳動器一、傳動器二將步進電機的動力同步傳遞至控制座處,使得四個推動桿同步移動,進而實現后端板的穩定移動。
14、進一步的,所述傳動器一的內部轉動設置有環齒輪,所述環齒輪的內側固定安裝有框架;所述框架中央固定安裝有中間軸;所述中間軸的軸線垂直環齒輪的端面,所述中間軸的兩端位于環齒輪的兩端,且端頭固定安裝有錐形齒輪;
15、所述步進電機的輸出端設置有輸入軸,所述輸入軸的一端轉動設置在傳動器一內部,且端頭固定安裝有主動輪;所述主動輪的齒面與環齒輪嚙合;由此,步進電機通過主動輪帶動環齒輪轉動,環齒輪通過框架帶動中間軸轉動,進而兩端的錐形齒輪同步轉動。
16、進一步的,所述中間軸遠離框架的一端位于傳動器二內,且通過軸承安裝;所述傳動器二的內側轉動設置有從動齒盤,所述錐形齒輪的齒面與從動齒盤嚙合;所述從動齒盤的中央固定安裝有輸出軸,所述輸出軸的兩端貫通從動齒盤,所述輸出軸的端頭與對應控制座內的直齒輪固定連接;由此,錐形齒輪通過從動齒盤帶動輸出軸轉動,進而使得控制座內的直齒輪同步轉動,從而實現推動桿的同步移動。
17、進一步的,所述前端板與后端板之間通過間隙配合安裝有固定桿,所述固定桿的軸線與推動桿不在同一直線上;所述固定桿的一側設置有螺紋;因此,換熱板安裝完成后,安裝固定桿后通過螺母實現前端板與后端板的固定連接。
18、進一步的,所述前端板的端面設置有一對熱媒進出口,所述熱媒進出口靠近后端板的一端與相鄰換熱板的通口一貫通;所述前端板的端面設置有一對冷媒進出口,所述冷媒進出口靠近后端板的一端與相鄰換熱板的通口二貫通;所述熱媒進出口與冷媒進出口對稱布置。
19、進一步的,上述換熱器定位裝置的使用方法包括如下步驟:
20、s1、啟動步進電機正轉,推動組件控制后端板靠近豎梁;后端板移動至橫移槽遠離前端板的一端,使得下卡板與上卡板形成錯位狀態,隨后鎖定推動組件;
21、s2、工人將換熱板一正一反交替依次排列且斜著放置在上、下卡板的卡槽內;
22、s3、帶全部換熱板放置完成后,啟動步進電機反轉,推動組件控制后端板靠近前端板;下卡板推動換熱板逐漸豎直,同時換熱板推動上卡板上移;當換熱板呈豎直狀態時,上卡板位于豎移槽的頂部,滑動鍵位于滑動槽最上端;隨后鎖定推動組件;
23、s4、工人將固定桿的一端依次穿過前端板、后端板,隨后通過螺母固定的,進而實現換熱器的裝配。
24、本技術的有益效果是:本技術提供的一種換熱器定位裝置,通過設置有上卡板、下卡板,安裝前,將后端板移動至橫移槽遠離前端板的一端,使得下卡板與上卡板形成錯位狀態;此時,滑動鍵位于滑動槽最下端,上卡板下移至最低處;工人將換熱板斜著放置在上、下卡板之間,當多個換熱板放置好后,推動后端板靠近前端板,下卡板推動換熱板逐漸豎直,同時換熱板推動上卡板上移;當換熱板呈豎直狀態時,上卡板位于豎移槽的頂部,滑動鍵位于滑動槽最上端,由此,通過一個工人就能實現快速安裝換熱板的效果,解決了安裝耗費人力物力的問題。
25、除了上面所描述的目的、特征和優點之外,本技術還有其它的目的、特征和優點。下面將參照圖1-圖8,對本技術作進一步詳細的說明。
- 還沒有人留言評論。精彩留言會獲得點贊!