一種超高強氣保焊絲的制作方法
本發明屬于焊接材料,具體涉及一種超高強氣保焊絲。
背景技術:
1、近年來,隨著我國各領域大型工程的興起,工程機械設備逐漸向“高端、高技術含量、高附加值和大噸位”的“三高一大”方向發展。為了提高機械設備的使用性能,以最大限度地滿足各種工程建設的需要,同時要求減小自身質量、降低能耗和成本,工程機械用鋼強度級別不斷提高,對高強高韌的焊接材料的需求也越來越大。
2、目前,國內各鋼廠均有抗拉強度在1200mpa以上的高強鋼品種開發成功,并在相關的焊接結構中廣泛應用,但焊材的研發相對滯后,難以滿足市場需求。例如,公開號為cn114769939b的專利《一種低成本超高強鋼激光焊用焊絲》實現熱成型冷軋板焊接后接頭強度800mpa以上,但其僅適用于激光焊。公開號為cn?104785955?a的專利《一種超高強鋼用氣保焊絲及焊縫金屬》公開的焊絲以重量百分比計含有c:0.03~0.10、si:0.25~0.45、mn:1.60~1.90、s≤0.01、p≤0.01、ni:2.80~5.20、cr:0.50~2.50、mo:0.3~0.8、nb:0.02~0.15、ti:0.05~0.2、zr:0.01~0.20,余量為fe及雜質元素;經混合氣體保護焊,可制得抗拉強度≥1000mpa,屈服強度≥850mpa的焊縫金屬;但其強度未達到1200mpa。專利cn115673601a《一種1200mpa級超高強氣體保護實心焊絲及其生產工藝》,其焊絲采用低碳、si、mn、ni、cr、mo的優化合金配比提高焊縫強度,結合nb、ti、v多元微合金化,利用固溶強化、細晶強化和沉淀強化保證焊縫塑韌性;經冶煉、鍛造、軋制、拉拔、熱處理和鍍銅工序生產焊絲時,采用真空感應與電渣重熔控制p、s、o、n含量均在100ppm以下,鍛坯質量均勻,軋制組織致密、晶粒細化,退火后消除應力、改善組織,拉拔后鍍銅保護;焊絲熔敷金屬拉伸強度≥1200mpa,但是其-40℃沖擊韌性≥27j,沖擊功相對較低,不能滿足市場需求。
技術實現思路
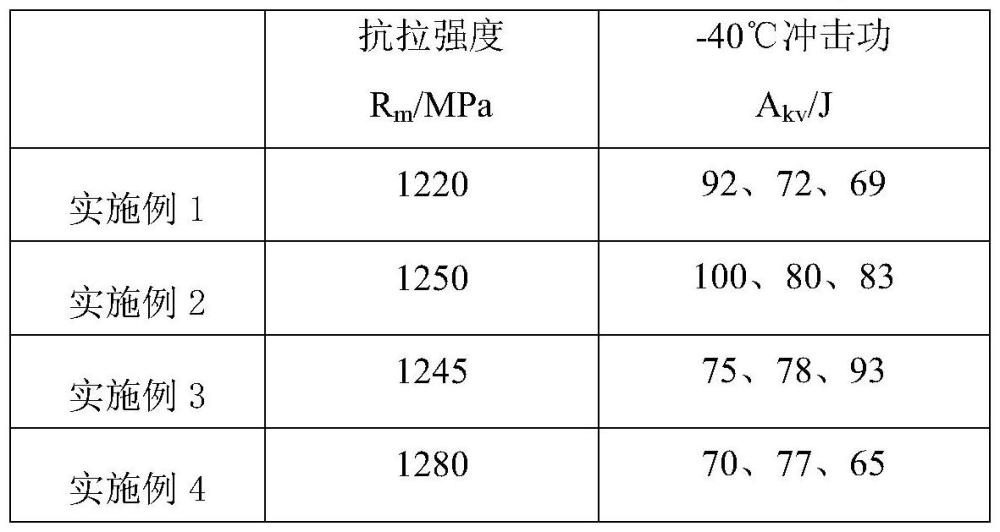
1、為克服上述現有技術存在的缺陷,本發明提供一種超高強氣保焊絲,焊絲的熔敷金屬抗拉強度不低于1200mpa,-40℃沖擊功不低于47j;可應用于抗拉強度1200mpa以上的高強焊接接頭的焊接場景,廣泛適用于工程機械、高強海工、壓力容器等技術領域。
2、為了實現上述發明目的,本發明提供了一種超高強氣保焊絲,屬于金屬粉型藥芯氣保焊絲,藥芯相對于焊絲總質量的填充率為16%~20%;藥芯由a+b兩種成分的粉末混合而成,a為合金粉末,b為mno粉末;
3、相對于焊絲總質量,mno粉末的質量百分數為0.01%~0.04%;相對于焊絲總質量,a合金粉末組分的質量百分數為c:0.04%~0.08%,si:0.2%~0.5%,mn:2.0%~3.0%,ni:2.5%~3.5%,cr:0.1%~0.3%,mo:0.6%~1.0%,ti:0.01%~0.04%,b:0.002%~0.004%,s:0.002%~0.005%,p:0~0.01%;余量為fe及不可避免之雜質。
4、上述超高強氣保焊絲的成分設計的原理如下:
5、c:在焊縫中會形成間隙固溶體或者以碳化物的形式存在于焊縫中;c元素含量對焊縫的強韌性及其組織組成有較大的影響,其強化效果很明顯,能夠明顯提高焊縫強度;但它將大大降低沖擊韌性及提高韌脆轉變溫度,從而使焊縫韌性大為降低。所以,根據焊絲性能要求將c的含量確定為0.04%~0.08%。
6、si:有脫氧及強化焊縫基體強度的作用。可以提高焊縫金屬的淬透性,但si含量過高易形成初生鐵素體,不利于超高強焊縫的韌性的提高。
7、mn:是焊縫強韌化的有效元素,在焊縫中有利于脫氧,防止引起熱裂紋的鐵硫化物的形成;具有穩定奧氏體的作用,提高焊縫金屬的淬透性,從而提高相變強化的效果。能提高鋼的強度,消弱或消除硫的不良影響。
8、ni:是一種常用的獲得優良低溫韌性的元素。它可提高淬透性,促進針狀鐵素體的形成,能提高焊縫的強度和韌性,尤其中低溫沖擊韌性,降低韌脆轉變溫度。而且ni可以起到穩定奧氏體的作用,從而提高相變強化的效果。
9、cr:有利于減少先共析鐵素體,細化晶粒,還可以和碳形成彌散分布的碳化物,從而提高焊縫強度和韌性。
10、mo:是獲得高強度焊縫金屬的主要元素,它作為一種高熔點物質,有良好的細化晶粒作用,且在提高強度的同時對塑韌性損傷不大。可明顯的提高鋼的淬透性,防止回火脆性。
11、ti:是一種微合金強化元素;ti與c、n親合力較強,易于形成沉淀相而成為形核質點及晶界的釘扎質點達到細化鋼的晶粒組織的效果,從而提高焊縫的強度和韌性。ti還與s有較強親合力,達到球化非金屬夾雜及改善性能不均勻目的。
12、b:在焊縫中聯合加入ti、b可以更好的發揮b的冶金作用,焊縫中含有適量的ti和b可有效地抑制而擴大針狀鐵素體轉變的溫度區間,進而在焊縫中可獲得大量的針狀鐵素體,大大改善焊縫金屬的強韌性匹配。
13、mno:金屬粉型藥芯氣保焊絲中添加一定量的粉末狀的氧化錳可以改善焊縫的純凈度,減少合金元素的燒損,提高焊縫金屬的低溫韌性,改善焊縫成型,減少焊接飛濺等。
14、s和p為有害元素,控制其含量以提高焊縫純凈度和焊接性能。s和p極易偏析;易于在晶粒間形成非金屬夾雜及第二相質點。含有一定量的s有助于改善焊道成型,改善焊絲工藝性,因此焊絲中含有0.002%~0.005%s,0~0.01%p。
15、上述技術方案中,進一步的,藥芯相對于焊絲總質量的填充率為17%~19%;相對于焊絲總質量,藥芯各組分的質量百分數為c:0.045%~0.075%,si:0.25%~0.45%,mn:2.1%~2.8%,ni:2.6%~3.4%,cr:0.15%~0.3%,mo:0.65%~1.0%,ti:0.015%~0.04%,b:0.0025%~0.004%,mno:0.015%~0.04%,s:0.0025%~0.005%,p:0~0.01%;余量為fe及不可避免之雜質。
16、進一步的,相對于焊絲總質量,藥芯各組分的質量百分數為c:0.05%~0.07%,si:0.3%~0.4%,mn:2.2%~2.6%,ni:2.7%~3.3%,cr:0.2%~0.3%,mo:0.7%~0.9%,ti:0.02%~0.035%,b:0.003%~0.004%,mno:0.02%~0.04%,s:0.003%~0.0045%,p:0~0.01%;余量為fe及不可避免之雜質。
17、進一步的,相對于焊絲總質量,藥芯各組分的質量百分數為c:0.06%~0.065%,si:0.35%~0.4%,mn:2.3%~2.5%,ni:2.8%~3.2%,cr:0.25%~0.3%,mo:0.75%~0.8%,ti:0.025%~0.03%,b:0.0035%~0.004%,mno:0.03%~0.04%,s:0.0035%~0.004%,p:0~0.01%;余量為fe及不可避免之雜質。
18、進一步的,所述焊絲的熔敷金屬抗拉強度不低于1200mpa,-40℃沖擊功不低于47j。
19、上述金屬粉型藥芯氣保焊絲采用常規藥芯焊絲制備方法,將鋼帶軋制成u形管,再將藥粉加入u形管中,然后合縫、拉絲減徑、收線、表面處理、層繞,制得直徑為1.2~1.8mm的金屬粉型藥芯氣保焊絲。
20、與現有技術相比,本發明的有益效果:
21、本發明采用低si、高mn、高ni的合金匹配,并且加入了適量的粉末狀的mno,得到了一種工藝性良好的超高強氣保焊絲,抗拉強度不低于1200mpa,-40℃沖擊功不低于47j;可以很好的滿足超高強鋼板的焊接。
- 還沒有人留言評論。精彩留言會獲得點贊!