一種自動取裝物料系統的制作方法
本發明涉及上料裝置領域,尤其涉及一種自動取裝物料系統。
背景技術:
1、近年來,機械行業大力實行自動化設備,在空調外機壓縮機的減震腳墊取裝流程中,一般采用人工上料或龍門機架模組上料的方式,人工上料的方式勞動強度高且質量不受控,而采用龍門機架模組上料的方式成本較高且結構復雜。采用龍門機架模組上料的方式還存在換料和上料較為緩慢,并且存在很大的安全隱患,導致生產效率較低,無法實現安全生產。
2、因此,需要一種可以自動執行供料、篩料、涂油、取料和上料的系統,以實現對減震腳墊的自動取裝,從而提高生產效率,降低員工勞動強度。
技術實現思路
1、為克服相關技術中存在的問題,本發明的目的是提供一種自動取裝物料系統,該系統采用多模塊聯動的方式,可以自動執行供料、篩料、涂油、取料和上料等工序,以實現對減震腳墊的自動取裝,從而提高生產效率,降低員工勞動強度。
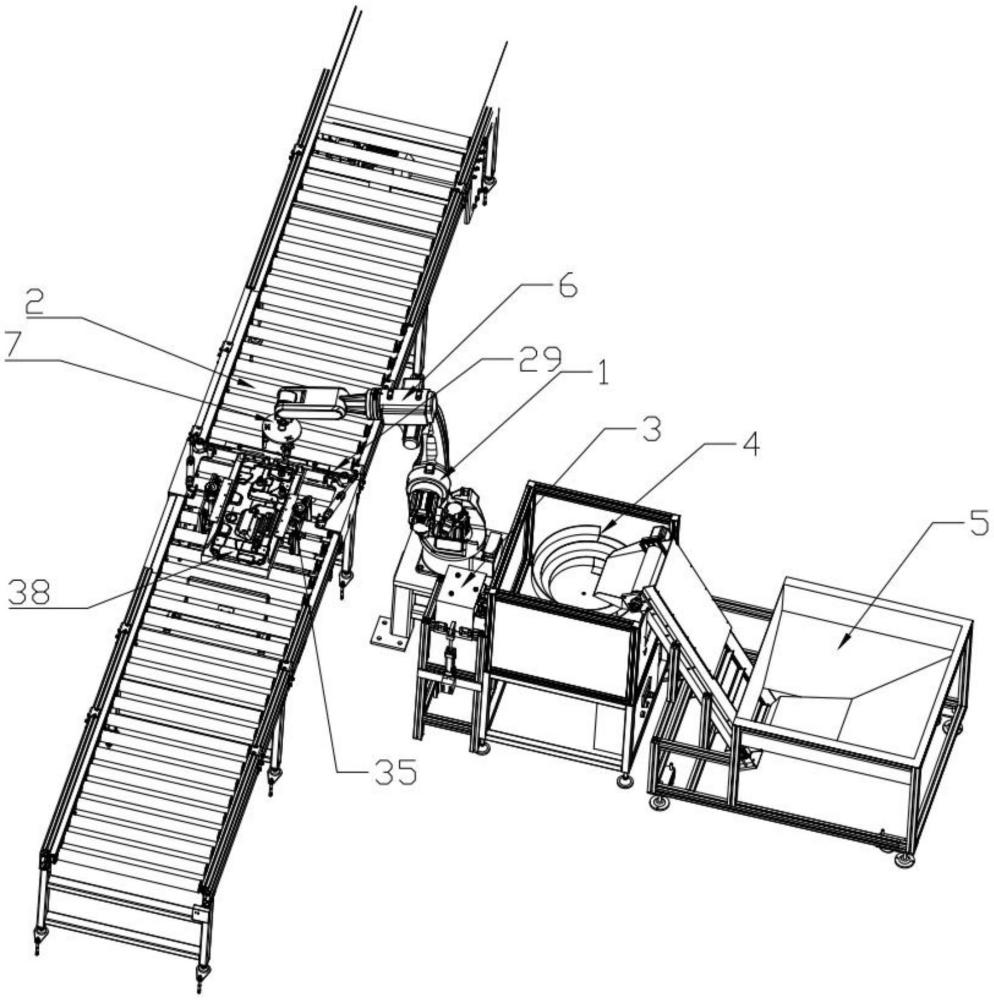
2、一種自動取裝物料系統,包括上料機構,靠近所述上料機構的一側設置有運輸線,所述運輸線上放置有第一物料,所述上料機構用于將第二物料裝配在所述第一物料上;靠近所述上料機構設置有涂油機構,所述涂油機構用于對所述第二物料進行涂油;所述涂油機構遠離所述上料機構的一側連接有篩料機構,所述篩料機構遠離所述涂油機構的一側連接有供料機構,所述供料機構將所述第二物料輸送至所述篩料機構,所述篩料機構用于篩選合格的所述第二物料,并將所述第二物料輸送至所述涂油機構。
3、在本發明較佳的技術方案中,所述上料機構包括機械臂,所述機械臂連接有夾取裝置,所述機械臂帶動所述夾取裝置運動;所述夾取裝置用于夾持所述第二物料,并將所述第二物料裝配在所述第一物料上。
4、在本發明較佳的技術方案中,所述夾取裝置包括多個夾爪組件,所述夾爪組件連接有滑動組件,所述滑動組件設置在旋轉轉盤上;所述滑動組件連接有電機組件,所述電機組件用于帶動所述滑動組件和多個所述夾爪組件運動,以改變多個所述夾爪組件的相對位置。
5、在本發明較佳的技術方案中,所述供料機構包括支撐框架,所述支撐框架上設置有自上向下傾斜的儲料框,所述儲料框的底部開設有出料口;所述儲料框內放置有所述第二物料,所述第二物料從所述儲料框內滑動至所述出料口。
6、在本發明較佳的技術方案中,靠近所述出料口設置有供料皮帶,所述供料皮帶遠離所述出料口的一端設置有供料翻斗,所述供料翻斗連接有皮帶電機,所述皮帶電機用于帶動所述供料皮帶轉動。
7、在本發明較佳的技術方案中,所述篩料機構包括機架,所述機架位于所述供料翻斗的下方;所述機架內設置有振動盤,所述振動盤的頂部開設有篩料口,靠近所述篩料口設置有出料通道,所述篩料口與所述出料通道連通,所述振動盤用于對所述第二物料進行振動,以將所述第二物料運輸至所述出料通道。
8、在本發明較佳的技術方案中,所述出料通道遠離所述振動盤的一端連接有儲料轉盤,所述儲料轉盤連接有轉盤電機,所述轉盤電機帶動所述儲料轉盤轉動;靠近所述儲料轉盤設置有分料氣缸,所述分料氣缸用于帶動或阻擋所述第二物料從所述出料通道進入所述儲料轉盤。
9、在本發明較佳的技術方案中,所述涂油機構包括安裝板,所述安裝板上連接有安裝筒,所述安裝筒內裝有海綿,所述海綿上沾有潤滑油。
10、在本發明較佳的技術方案中,所述安裝板為折彎結構,所述安裝板的側壁連接有氣缸連桿,所述氣缸連桿遠離所述安裝板的一端連接有翻轉氣缸,所述翻轉氣缸用于帶動所述氣缸連桿運動,以帶動所述安裝板上的所述海綿與所述第二物料接觸。
11、在本發明較佳的技術方案中,所述運輸線上設置有阻擋機構,所述阻擋機構包括阻擋底板,所述阻擋底板上設置有擺動氣缸;所述擺動氣缸的伸出桿連接有轉動軸承。
12、在本發明較佳的技術方案中,所述轉動軸承連接有擺動阻擋板,所述轉動軸承轉動時帶動所述擺動阻擋板轉動;所述擺動阻擋板還連接有緩沖器,所述緩沖器用于在所述擺動阻擋板轉動時減緩其運動速度。
13、在本發明較佳的技術方案中,所述運輸線上靠近阻擋機構的位置還設置有定位機構,所述定位機構包括定位板,所述定位板連接有定位氣缸,所述定位氣缸的驅動桿用于帶動所述定位板對所述第一物料進行定位。
14、本發明的有益效果為:
15、本發明提供一種自動取裝物料系統,包括上料機構,靠近上料機構的一側設置有運輸線,運輸線上放置有第一物料,上料機構用于將第二物料裝配在第一物料上;靠近上料機構設置有涂油機構,涂油機構用于對第二物料進行涂油;涂油機構遠離上料機構的一側連接有篩料機構,篩料機構遠離涂油機構的一側連接有供料機構,供料機構將第二物料輸送至篩料機構,篩料機構用于篩選合格的第二物料,并將第二物料輸送至涂油機構。本發明采用供料機構將第二物料運輸至篩料機構,以實現自動供料。篩料機構采用振動的方式篩選出尺寸合格的第二物料,并將尺寸合格的第二物料送入涂油機構。采用涂油機構對第二物料進行自動涂油,運輸線上的第一物料運動至放料處時,上料機構夾取涂油后的第二物料,再將第二物料放置在第一物料上,從而將第二物料裝配在第一物料上。采用上述多模塊聯動的系統,可以實現對第二物料的自動化取裝,從而提高生產效率,降低員工勞動強度。
技術特征:
1.一種自動取裝物料系統,其特征在于,包括上料機構,靠近所述上料機構的一側設置有運輸線,所述運輸線上放置有第一物料,所述上料機構用于將第二物料裝配在所述第一物料上;靠近所述上料機構設置有涂油機構,所述涂油機構用于對所述第二物料進行涂油;所述涂油機構遠離所述上料機構的一側連接有篩料機構,所述篩料機構遠離所述涂油機構的一側連接有供料機構,所述供料機構將所述第二物料輸送至所述篩料機構,所述篩料機構用于篩選合格的所述第二物料,并將所述第二物料輸送至所述涂油機構。
2.根據權利要求1所述的自動取裝物料系統,其特征在于,所述上料機構包括機械臂,所述機械臂連接有夾取裝置,所述機械臂帶動所述夾取裝置運動;所述夾取裝置用于夾持所述第二物料,并將所述第二物料裝配在所述第一物料上。
3.根據權利要求2所述的自動取裝物料系統,其特征在于,所述夾取裝置包括多個夾爪組件,所述夾爪組件連接有滑動組件,所述滑動組件設置在旋轉轉盤上;所述滑動組件連接有電機組件,所述電機組件用于帶動所述滑動組件和多個所述夾爪組件運動,以改變多個所述夾爪組件的相對位置。
4.根據權利要求1所述的自動取裝物料系統,其特征在于,所述供料機構包括支撐框架,所述支撐框架上設置有自上向下傾斜的儲料框,所述儲料框的底部開設有出料口;所述儲料框內放置有所述第二物料,所述第二物料從所述儲料框內滑動至所述出料口。
5.根據權利要求4所述的自動取裝物料系統,其特征在于,靠近所述出料口設置有供料皮帶,所述供料皮帶遠離所述出料口的一端設置有供料翻斗,所述供料翻斗連接有皮帶電機,所述皮帶電機用于帶動所述供料皮帶轉動。
6.根據權利要求5所述的自動取裝物料系統,其特征在于,所述篩料機構包括機架,所述機架位于所述供料翻斗的下方;所述機架內設置有振動盤,靠近所述振動盤的底部設置有出料通道,所述振動盤用于對所述第二物料進行振動,以將所述第二物料運輸至所述出料通道。
7.根據權利要求6所述的自動取裝物料系統,其特征在于,所述出料通道遠離所述振動盤的一端連接有儲料轉盤,所述儲料轉盤連接有轉盤電機,所述轉盤電機帶動所述儲料轉盤轉動;靠近所述儲料轉盤設置有分料氣缸,所述分料氣缸用于帶動或阻擋所述第二物料從所述出料通道進入所述儲料轉盤。
8.根據權利要求1所述的自動取裝物料系統,其特征在于,所述涂油機構包括安裝板,所述安裝板上連接有安裝筒,所述安裝筒內裝有海綿,所述海綿上沾有潤滑油。
9.根據權利要求8所述的自動取裝物料系統,其特征在于,所述安裝板為折彎結構,所述安裝板的側壁連接有氣缸連桿,所述氣缸連桿遠離所述安裝板的一端連接有翻轉氣缸,所述翻轉氣缸用于帶動所述氣缸連桿運動,以帶動所述安裝板上的所述海綿與所述第二物料接觸。
10.根據權利要求1所述的自動取裝物料系統,其特征在于,所述運輸線上設置有阻擋機構,所述阻擋機構包括阻擋底板,所述阻擋底板上設置有擺動氣缸;所述擺動氣缸的伸出桿連接有轉動軸承。
11.根據權利要求10所述的自動取裝物料系統,其特征在于,所述轉動軸承連接有擺動阻擋板,所述轉動軸承轉動時帶動所述擺動阻擋板轉動;所述擺動阻擋板還連接有緩沖器,所述緩沖器用于在所述擺動阻擋板轉動時減緩其運動速度。
12.根據權利要求1所述的自動取裝物料系統,其特征在于,所述運輸線上靠近阻擋機構的位置還設置有定位機構,所述定位機構包括定位板,所述定位板連接有定位氣缸,所述定位氣缸的驅動桿用于帶動所述定位板對所述第一物料進行定位。
技術總結
本發明提供了一種自動取裝物料系統,包括上料機構,靠近上料機構的一側設置有運輸線,運輸線上放置有第一物料,上料機構用于將第二物料裝配在第一物料上;靠近上料機構設置有涂油機構,涂油機構用于對第二物料進行涂油;涂油機構遠離上料機構的一側連接有篩料機構,篩料機構遠離涂油機構的一側連接有供料機構,供料機構將第二物料輸送至篩料機構,篩料機構用于篩選合格的第二物料,并將第二物料輸送至涂油機構。本發明采用供料機構將第二物料運輸至篩料機構,以實現自動供料,采用涂油機構對第二物料進行自動涂油。采用上述多模塊聯動的系統,可以實現對第二物料的自動化取裝,從而提高生產效率,降低員工勞動強度。
技術研發人員:王小周
受保護的技術使用者:格力電器(臨沂)有限公司
技術研發日:
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!