一種銅線自動裁切折彎裝置的制作方法
本發(fā)明涉及銅線加工領(lǐng)域,特別是涉及一種銅線自動裁切折彎裝置。
背景技術(shù):
1、銅線需要加工成如圖1所示的折彎段,在銅線的正常加工制造過程中,先需要對長條銅線進行切割形成銅線段,然后將其進行折彎形成折彎段。工作臺1上具有若干個柱形點位11,操作人員將銅線繞著柱形點位11折彎成需要的形狀。
2、人工折彎的效率較低,由于銅線本身的特性,直接繞著點位進行折彎,銅線折彎后會有一定程度的回彈,影響折彎段生產(chǎn)的精度。
技術(shù)實現(xiàn)思路
1、為了提高折彎段的生產(chǎn)效率,本技術(shù)提供一種銅線自動裁切折彎裝置。
2、本技術(shù)提供的一種銅線自動裁切折彎裝置采用如下的技術(shù)方案:
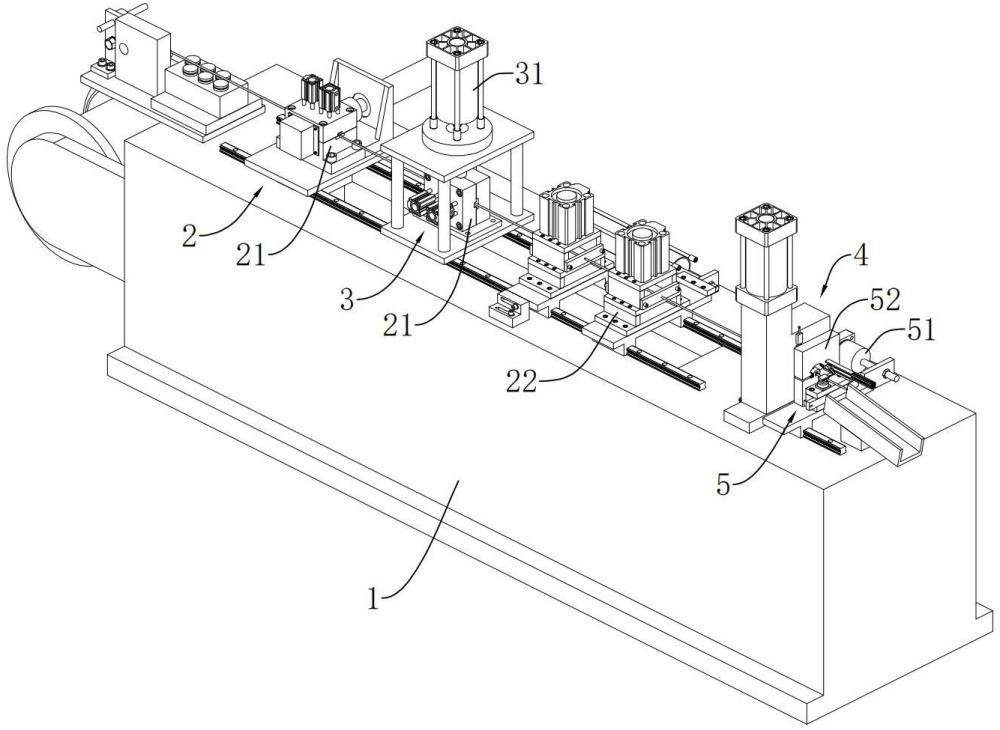
3、一種銅線自動裁切折彎裝置,包括工作臺和設(shè)置在工作臺上的銅線運輸機構(gòu)、壓線機構(gòu)、切斷機構(gòu)和折彎機構(gòu),所述銅線運輸機構(gòu)用于運輸銅線,所述壓線機構(gòu)用于壓扁銅線的待切割處,所述切斷機構(gòu)用于切斷銅線,所述折彎機構(gòu)用于將切斷后的銅線段進行折彎作業(yè);
4、所述折彎機構(gòu)包括驅(qū)動件一、第一移動座以及設(shè)置在第一移動座上的第一夾持氣缸、第二夾持氣缸、初步折彎組件、插腳定距組件和端部拉伸組件,所述第一移動座沿銅線的運輸方向滑動連接在工作臺上,所述驅(qū)動件一驅(qū)動第一移動座移動,所述第一移動座上開設(shè)有供銅線穿過以及活動的避讓槽,所述第一夾持氣缸固定設(shè)置在第一移動座上,用于夾持銅線段的一端插腳,所述第二夾持氣缸活動在第一移動座上,用于夾持銅線段的另一端插腳;
5、所述初步折彎組件用于對第一夾持氣缸上夾持的銅線段進行折彎,使其另一端被第二夾持氣缸夾持,所述第一夾持氣缸與第二夾持氣缸的夾持的兩個插腳始終相互平行,所述插腳定距組件用于驅(qū)動第二夾持氣缸活動,使銅線段的兩個插腳分開至固定距離,所述端部拉伸組件用于朝向遠離切斷機構(gòu)一側(cè)拉伸折彎段的端部,同時帶動折彎段下料。
6、通過采用上述技術(shù)方案,當切斷機構(gòu)切斷銅線后,第一夾持氣缸夾住銅線,第一移動座朝向遠離切斷機構(gòu)一側(cè)移動,此時待折彎的銅線段遠離長條銅線,能夠減小折彎作業(yè)對原本長條銅線的影響;然后初步折彎組件先將銅線段折彎成兩個插腳比較靠近的幅度,然后插腳定距組件再使銅線段的兩個插腳分開至固定距離,最后端部拉伸組件再拉伸折彎段的端部,能夠減小銅線折彎后的回彈程度,提高折彎段的生產(chǎn)效率和生產(chǎn)精度。
7、優(yōu)選的,所述初步折彎組件包括旋轉(zhuǎn)臺、固定柱和折彎板,所述旋轉(zhuǎn)臺轉(zhuǎn)動設(shè)置在第一移動座上,所述固定柱同軸固定設(shè)置在旋轉(zhuǎn)臺上,所述折彎板固定設(shè)置在旋轉(zhuǎn)臺的側(cè)壁上,所述折彎板與固定柱之間留有供銅線容納的第一間隙。
8、通過采用上述技術(shù)方案,銅線從第一夾持氣缸穿出后進入折彎板與固定柱之間,然后旋轉(zhuǎn)臺轉(zhuǎn)動,折彎板驅(qū)動銅線繞著固定柱進行折彎。
9、優(yōu)選的,所述插腳定距組件包括弧形齒條、第一電機、齒輪和活動塊,所述活動塊沿圓弧形軌跡滑動在第一移動座內(nèi),所述第二夾持氣缸固定設(shè)置在活動塊上,所述弧形齒條固定設(shè)置第一移動座上,所述第一電機固定設(shè)置在活動塊上,所述齒輪同軸固定設(shè)置在第一電機的輸出軸上,所述齒輪嚙合連接在齒條上,當銅線段的兩個插腳被分開至固定距離時,被第二夾持氣缸夾持的插腳位于被第一夾持氣缸夾持的插腳的上方。
10、通過采用上述技術(shù)方案,第一電機驅(qū)動齒輪轉(zhuǎn)動,齒輪嚙合在齒條上沿著齒條行走,從而帶動活動塊沿弧形軌跡滑動,最終帶動第二夾持氣缸以及被夾持的其中一端插腳活動,被第二夾持氣缸夾持的一端插腳向上進行轉(zhuǎn)動,從而使折彎段繞過固定柱,呈現(xiàn)立起的狀態(tài)。
11、優(yōu)選的,所述端部拉伸組件包括固定塊、滑座、第一氣缸和拉伸塊,所述固定塊固定設(shè)置在第一移動座上,所述固定塊上開設(shè)有第一滑槽,所述滑座沿平行于銅線的運輸方向滑動連接在第一滑槽上,所述第一氣缸設(shè)置在固定塊上,用于驅(qū)動滑座移動,所述拉伸塊設(shè)置在滑座上,當插腳定距組件驅(qū)動折彎段的兩個插腳分開至固定距離時,所述拉伸塊位于兩個插腳之間,所述拉伸塊朝向折彎段的端頭一側(cè)開設(shè)有圓角。
12、通過采用上述技術(shù)方案,當銅線段的兩個插腳被分開至固定距離,此時折彎段立起,且拉伸塊位于兩個插腳之間,此時第一氣缸驅(qū)動滑座向外移動,滑座帶動拉伸塊移動,剛開始時第一夾持氣缸與第二夾持氣缸均繼續(xù)夾緊兩個插腳,拉伸塊抵著折彎段端頭的中部對端頭進行拉伸,然后第一夾持氣缸與第二夾持氣缸松開兩個插腳,此時折彎段掛在拉伸塊上,被拉伸塊帶出下料,拉伸塊滑動到極限為止停止后,折彎段在慣性作用下沿拋物線下落。
13、優(yōu)選的,還包括控制件,所述滑座包括第一滑塊、傾斜塊、第二滑塊和第一彈簧,所述第一滑塊滑動連接在第一滑槽上,所述傾斜塊固定設(shè)置在第一滑塊上,且位于固定塊靠近折彎段的一側(cè),所述傾斜塊上沿傾斜方向開設(shè)有傾斜槽,所述第二滑塊滑動連接在傾斜槽上,所述第一彈簧位于傾斜槽內(nèi),所述第一彈簧的兩端分別抵接在傾斜槽頂壁上以及第二滑槽頂面上,所述第一彈簧始終呈壓縮狀態(tài);
14、所述固定塊朝向傾斜塊的一側(cè)側(cè)面開設(shè)有第二滑槽,所述第二滑槽包括平行于第一滑槽長度方向的橫向部以及平行于傾斜槽方向的傾斜部,所述橫向部位于傾斜部的上方,所述第二滑塊靠近固定塊的一端滑動連接在第二滑槽內(nèi),所述第二滑塊遠離第二滑槽的一端伸出傾斜槽,并固定在拉伸塊上;
15、所述控制件用于驅(qū)動第二滑塊在傾斜槽內(nèi)的滑動,當?shù)诙瑝K位于傾斜部底端時,所述初步折彎組件運行,所述拉伸塊抵接在固定柱上,用于限制銅線;當?shù)诙瑝K朝向橫向部一側(cè)移動時,所述插腳定距組件運行,所述拉伸塊位于折彎段的兩根插腳之間;當?shù)诙瑝K滑動在橫向部時,所述拉伸塊對折彎段進行端頭拉伸以及下料。
16、優(yōu)選的,所述控制件包括第二彈簧和第三滑塊,所述第三滑塊沿平行于第一滑塊的滑動方向滑動連接在第一移動座上;
17、所述第三滑塊位于拉伸塊與傾斜塊之間,所述第三滑塊的一端位于活動塊的移動路徑上,且開設(shè)有第一傾斜面,所述第三滑塊的另一端靠近第二滑塊設(shè)置,并開設(shè)有與第二滑塊匹配的第二傾斜面,當?shù)诙A持氣缸位于初步折彎組件運行階段,所述活動塊遠離第三滑塊,所述第二彈簧驅(qū)動第三滑塊不與第二滑塊進行接觸;
18、當插腳定距組件驅(qū)動折彎段的兩個插腳分開至固定距離時,所述活動塊抵接在第一傾斜面上,所述第三滑塊的第二傾斜面抵接在第二滑塊上,驅(qū)動第二滑塊移動至橫向部。
19、通過采用上述技術(shù)方案,當初步折彎組件運行時,拉伸塊下移至抵接在固定柱上,能夠?qū)⒚撾x第一間隙的銅線壓回第一間隙內(nèi),同時在折彎板對銅線進行折彎期間,拉伸塊也能夠?qū)︺~線起到一定的限制作用;在插腳定距組件運行時,第二夾持氣缸帶動其中一根插腳活動,使得彎折段在立起的過程中自動繞過固定柱以及拉伸板,然后活動塊停止運行前,活動塊作用在第一傾斜面上驅(qū)動第三滑塊朝向第二滑塊一側(cè)移動,最終第三滑塊抵接在第二滑塊的下方,第二滑塊進入橫向部,此時第一氣缸驅(qū)動第一滑塊向外移動,第二滑塊跟隨第一傾斜塊以及第一滑塊在橫向內(nèi)一起向外移動,最終實現(xiàn)拉伸塊對折彎部端頭的拉伸以及對折彎部的下料。
20、本發(fā)明技術(shù)效果主要體現(xiàn)在以下方面:
21、1、本發(fā)明折彎銅線的過程中,初步折彎組件先將銅線段折彎成兩個插腳比較靠近的幅度,然后插腳定距組件再使銅線段的兩個插腳分開至固定距離,最后端部拉伸組件再拉伸折彎段的端部,能夠減小銅線折彎后的回彈程度,提高折彎段的生產(chǎn)效率和生產(chǎn)精度;
22、2、本發(fā)明當銅線段的兩個插腳被分開至固定距離,此時折彎段立起,且拉伸塊位于兩個插腳之間,此時第一氣缸驅(qū)動滑座向外移動,滑座帶動拉伸塊移動,剛開始時第一夾持氣缸與第二夾持氣缸均繼續(xù)夾緊兩個插腳,拉伸塊抵著折彎段端頭的中部對端頭進行拉伸,然后第一夾持氣缸與第二夾持氣缸松開兩個插腳,此時折彎段掛在拉伸塊上,被拉伸塊帶出下料,拉伸塊滑動到極限為止停止后,折彎段在慣性作用下沿拋物線下落。
- 還沒有人留言評論。精彩留言會獲得點贊!