一種基于繞簧質量視覺檢測的伺服控制系統及方法
本發明涉及彈簧制造,特別是涉及一種基于繞簧質量視覺檢測的伺服控制系統及方法。
背景技術:
1、繞簧機是一種用于制造彈簧的專用設備,廣泛應用于醫療器械、汽車工業、電子設備、精密儀器等領域。繞簧的質量直接影響到最終產品的性能和可靠性,尤其是在醫用彈簧等高精度應用場景中,對繞簧的尺寸精度、力學性能和外觀質量提出了極高的要求。然而,傳統繞簧機通常缺乏實時質量監測功能,無法在生產過程中實時檢測繞簧的關鍵參數(如張力、直徑、圈數等)和外觀缺陷(如裂紋、變形、表面瑕疵等)。這導致許多質量問題只能在后續檢驗環節中被發現,造成較高的次品率和材料浪費。另外,繞簧的外觀質量檢測主要依賴人工目視檢查,速度慢,主觀性強,精度低,外觀缺陷檢測不足,影響產品質量和生產效率。
2、目前,現有的繞簧質量檢測技術中,檢測范圍有限,而且多側重于抽檢,無法全面覆蓋繞簧的質量要求。同時部分檢測技術無法實現實時監測,導致質量問題難以及時發現和糾正。而且現有檢測技術多獨立于繞簧機,難以與生產過程無縫集成。
技術實現思路
1、鑒于以上所述現有技術的缺點,本發明的目的在于提供一種基于繞簧質量視覺檢測的伺服控制系統及方法,用于解決現有技術中的繞簧質量檢測技術中,檢測范圍有限,而且多側重于抽檢,無法全面覆蓋繞簧的質量要求。同時部分檢測技術無法實現實時監測,導致質量問題難以及時發現和糾正。而且現有檢測技術多獨立于繞簧機,難以與生產過程無縫集成的問題。
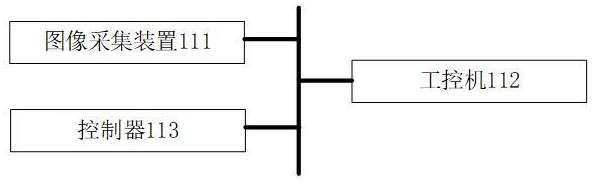
2、為實現上述目的及其他相關目的,本發明提供一種基于繞簧質量視覺檢測的伺服控制系統,包括:圖像采集裝置、工控機和控制器;圖像采集裝置置于繞絲芯軸的對應上方,用于采集繞芯纏繞圖像,并將繞芯纏繞圖像發送給工控機;工控機用于將繞芯纏繞圖像轉換為灰度圖;根據灰度圖和預設繞絲樣品,得到灰度圖和預設繞絲樣品之間的偏差,根據灰度圖和預設繞絲樣品之間的偏差,得到繞絲的定位信息;將定位信息對應的繞絲參數與預設參數進行比較,得到比較結果;根據比較結果生成控制程序,將控制程序發送給控制器;控制器用于根據控制程序對繞簧機進行控制。
3、于本發明的一實施例中,圖像采集裝置包括:工業相機,與工控機電性連接;以及工業鏡頭,設于工業相機的下方,且對準芯軸繞絲位置。
4、于本發明的一實施例中,還包括:檢測照明裝置,與工控機電性連接,設于圖像采集裝置的下方,且其光源中心與芯軸繞絲位置均位于與芯軸垂直的同一平面,用于根據繞絲材質,生成相應光源波長亮度及與軸芯位置對應的光源;光電傳感器,安裝在檢測照明裝置上,用于確定繞絲行程的開始和結束。
5、于本發明的一實施例中,工控機根據灰度圖和預設繞絲樣品,得到灰度圖和預設繞絲樣品之間的偏差,根據灰度圖和預設繞絲樣品之間的偏差,得到繞絲的定位信息的過程中,包括:二值化處理模塊,用于對灰度圖進行二值化處理,得到已處理灰度圖;差值計算模塊,用于對已處理灰度圖和預設繞絲樣品之間進行差值計算,得到已處理灰度圖和預設繞絲樣品之間的差值絕對值;差值圖像獲取模塊,用于根據差值絕對值,得到已處理灰度圖和預設繞絲樣品之間的差值圖像;避位處理模塊,用于對差值圖像進行圖像避位區域處理,得到避位圖像;輪廓檢測模塊,用于對避位圖像通過輪廓提取算法進行圖像輪廓檢測,得到最大面積對應輪廓圖像;以及擬合處理模塊,用于對最大面積對應輪廓圖通過最小外接多邊形算法進行外接多邊形擬合處理,得到外接多邊形輪廓的坐標作為繞絲的定位信息。
6、于本發明的一實施例中,避位處理模塊包括:遍歷模塊,用于遍歷差值圖像的預設位置,得到預設位置對應的像素值;以及像素值調整模塊,用于將預設位置對應的像素值調整為設定大小。
7、于本發明的一實施例中,工控機將定位信息對應的繞絲參數與預設參數進行比較,得到比較結果的過程中,包括:第一判斷模塊,用于根據定位信息對應的繞絲參數與預設參數,判斷繞絲參數的纏繞方向是否正常,得到第一判斷結果;第二判斷模塊,用于根據定位信息對應的繞絲參數與預設參數,判斷繞絲參數的螺距是否正常,得到第二判斷結果;以及結果輸出模塊,用于根據第一判斷結果和第二判斷結果,得到比較結果。
8、于本發明的一實施例中,第一判斷模塊包括:第一繞絲獲取模塊,用于根據定位信息,以獲取繞芯纏繞圖像中的繞絲區域;第一分離模塊,用于對繞絲區域進行固定閾值二值化處理,得到分離的繞絲和背景;方向計算模塊,用于根據分離的繞絲和背景,計算得到繞絲的纏繞方向;以及第一判斷輸出模塊,用于判斷繞絲的纏繞方向是否處于預設參數對應的方向參數閾值范圍內,若是,則得到第一判斷結果為繞絲方向參數正常,若否,則得到第一判斷結果為繞絲方向參數不正常。
9、于本發明的一實施例中,第二判斷模塊包括:第一繞絲獲取模塊,用于根據定位信息,以獲取繞芯纏繞圖像中的繞絲區域;第一分離模塊,用于對繞絲區域進行固定閾值二值化處理,得到分離的繞絲和背景;輪廓坐標計算模塊,用于對分離的繞絲和背景進行形態學操作,得到每個螺旋的多邊形輪廓的坐標;螺距計算模塊,用于根據每個螺旋的多邊形輪廓的坐標,進行螺旋中心至邊緣的間隔計算,以得到繞絲的螺距;以及第二判斷輸出模塊,用于判斷繞絲的螺距是否處于預設參數對應的螺距參數閾值范圍內,若是,則第二判斷結果為繞絲螺距參數正常,若否,則第二判斷結果為繞絲螺距參數不正常。
10、于本發明的一實施例中,控制器還用于根據控制程序對繞簧機的旋轉電機和前進電機進行控制,以使旋轉電機驅動芯軸旋轉,并使前進電機驅動繞絲位置沿芯軸直線運動。
11、為實現上述目的及其他相關目的,本發明還提供一種基于繞簧質量視覺檢測的伺服控制方法,包括如下步驟:通過置于繞絲芯軸對應上方的圖像采集裝置,采集繞芯纏繞圖像,并將繞芯纏繞圖像發送給工控機;通過工控機將繞芯纏繞圖像轉換為灰度圖;根據灰度圖和預設繞絲樣品,得到灰度圖和預設繞絲樣品之間的偏差,根據灰度圖和預設繞絲樣品之間的偏差,得到繞絲的定位信息;將定位信息對應的繞絲參數與預設參數進行比較,得到比較結果;根據比較結果生成控制程序,將控制程序發送給控制器;通過控制器根據控制程序對繞簧機進行控制。
12、如上所述,本發明的一種基于繞簧質量視覺檢測的伺服控制系統及方法,具有以下有益效果:通過對繞芯纏繞圖像的獲取及實時質量監測,可以實現在生產過程中實時檢測繞簧的關鍵參數,提高產品的合格率,降低出廠產品的質量風險和質量一致性;充分利用圖像處理與模式識別技術實時監測繞絲參數,代替人工檢測,降低了企業生產成本,提高了生產效率,提升了企業的經濟效益。
技術特征:
1.一種基于繞簧質量視覺檢測的伺服控制系統,其特征在于,包括:
2.根據權利要求1所述的基于繞簧質量視覺檢測的伺服控制系統,其特征在于:所述圖像采集裝置包括:
3.根據權利要求1所述的基于繞簧質量視覺檢測的伺服控制系統,其特征在于:還包括:
4.根據權利要求1所述的基于繞簧質量視覺檢測的伺服控制系統,其特征在于:所述工控機根據所述灰度圖和預設繞絲樣品,得到所述灰度圖和所述預設繞絲樣品之間的偏差,根據所述灰度圖和所述預設繞絲樣品之間的偏差,得到繞絲的定位信息的過程中,包括:
5.根據權利要求4所述的基于繞簧質量視覺檢測的伺服控制系統,其特征在于:所述避位處理模塊包括:
6.根據權利要求1所述的基于繞簧質量視覺檢測的伺服控制系統,其特征在于:所述工控機將所述定位信息對應的繞絲參數與預設參數進行比較,得到比較結果的過程中,包括:
7.根據權利要求6所述的基于繞簧質量視覺檢測的伺服控制系統,其特征在于:所述第一判斷模塊包括:
8.根據權利要求6所述的基于繞簧質量視覺檢測的伺服控制系統,其特征在于:所述第二判斷模塊包括:
9.根據權利要求1所述的基于繞簧質量視覺檢測的伺服控制系統,其特征在于:所述控制器還用于根據所述控制程序對繞簧機的旋轉電機和前進電機進行控制,以使所述旋轉電機驅動芯軸旋轉,并使所述前進電機驅動繞絲位置沿芯軸直線運動。
10.一種基于繞簧質量視覺檢測的伺服控制方法,其特征在于,包括如下步驟:
技術總結
本發明提供一種基于繞簧質量視覺檢測的伺服控制系統及方法,涉及彈簧制造技術領域,所述基于繞簧質量視覺檢測的伺服控制系統,包括:圖像采集裝置、工控機和控制器;圖像采集裝置置于繞絲芯軸的對應上方,用于采集繞芯纏繞圖像,并將繞芯纏繞圖像發送給工控機;工控機用于將繞芯纏繞圖像轉換為灰度圖;根據灰度圖和預設繞絲樣品,得到灰度圖和預設繞絲樣品之間的偏差,根據灰度圖和預設繞絲樣品之間的偏差,得到繞絲的定位信息;將定位信息對應的繞絲參數與預設參數進行比較,得到比較結果。本發明提供的檢測系統及方法,能及時發現并糾正繞簧質量問題,實現高精度的參數控制,確保產品質量一致性。
技術研發人員:孔瑜,劉暢,王思源,李芯蕊,時辰,席偉陽,姚崇棋,王振宇,張業銘,李昱妍,胡程堯,趙陳陳,周子巖,楊希峰,卞九輝
受保護的技術使用者:常熟理工學院
技術研發日:
技術公布日:2025/4/24
- 還沒有人留言評論。精彩留言會獲得點贊!