一種應用于曲面加工的研拋工具及其制備方法與流程
本發明涉及一種精密超精密加工技術,尤其是一種研拋工具及其制備方法,具體地說是一種應用于曲面加工的研拋工具及其制備方法。
背景技術:
1、隨著科學技術的飛速發展,對高性能元部件的需求不斷提高,曲面元件在航空航天、國防軍工、能源工程、醫學檢測等領域的應用越來越廣泛。高性能曲面元件多采用高強度、高硬度的難加工材料,加工精度和表面質量要求高。研磨拋光是曲面零件終加工的主要手段,常用的研拋工具主要通過將特定規格的丸片粘接到專用基座上進行制備,對丸片質量與安裝精度要求較高,其在一定程度上限制了曲面零件的超精密加工。
2、中國專利cn106736875b公開了一種藍寶石整流罩的加工方法,分別采用藍寶石作為研磨基底材料和壓縮布作為拋光基底材料,克服了工件加工過程中表面易出現劃痕及局部面型變差等問題,提高了加工質量和效率。中國專利cn113618543b公開了一種光學鏡片凸面拋光設備,由驅動組件、支撐組件、拋光件和調節組件組成,拋光組件可通過調節組件的形態調節,實現在鏡片凸面上的全面拋光或局部拋光。中國專利cn116765987a公開了一種異形多曲率玻璃凸面拋光設備及加工方法,通過將活動支撐可拆卸連接于游輪底座上,使仿形夾具可傾斜至不同角度,以滿足拋光海綿從多個方向對玻璃進行拋光的需求。中國專利cn111923306b公開了一種光學整流罩拋光模的制作方法,該方法制作的柏油拋光材料具有強度高、硬度大、抗熱能力強、摩擦系數大的特點,可縮短加工周期并降低加工成本。中國專利cn218226060u公開了一種用于光纖傳像元件平面、側面及凹面拋光的橡膠磨頭,拋光接觸區的形狀與拋光件的形狀相對應,其結構簡單、安裝方便。上述曲面加工主要通過在基座上粘貼研拋丸片以制備研拋工具,或設計專用研拋設備進行實現,基座一般為剛體,半硬接觸使接觸應力分布不均、振動難以有效緩沖,并且在微觀磨削過程中缺乏對工件表面的適應性,導致工件表面質量較差,無法同時滿足高效、高柔性及低成本的加工要求。
技術實現思路
1、為了解決上述技術問題,本發明旨在提供一種應用于曲面加工的研拋工具及其制備方法,研拋工具通過整體成型、減少粘接,實現工具功能結構一體化,提高加工精度;親水性樹脂遇水具有溶脹特性,實現工具全柔性,使得工具易貼合工件表面并具有自修整功能。
2、本發明的技術方案之一是:
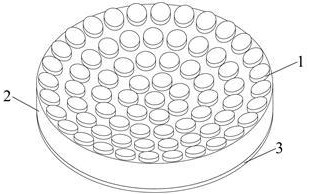
3、一種應用于曲面加工的研拋工具,所述工具包括研拋層1、基體層2、剛性層3;所述研拋層1是親水性樹脂與磨料的均勻混合物;所述基體層2是與研拋層相同的親水性樹脂;所述剛性層3是有機玻璃板、聚氯乙烯板、聚碳酸脂板的一種。
4、進一步地,所述研拋層針對凹面加工采用凸形工具,凸面加工采用凹形工具。
5、進一步地,單個凸起的面積為12-320?mm2。
6、進一步地,相鄰凸起在工具下端面投影沿半徑方向間隙為1-5?mm。
7、進一步地,所述凸起形狀為三角形、正方形、五邊形、六邊形、圓形中一種或多種的組合。
8、本發明的技術方案之二是:
9、一種應用于曲面加工的研拋工具的制備方法,所述制備方法包括以下步驟:
10、步驟一:設計并加工出具有凹槽排布的模具;
11、步驟二:配置滿足研拋加工要求的研拋層原料;
12、步驟三:將模具清理干凈,噴涂脫模劑并將研拋層原料倒入模具凹槽中壓實,然后倒入基體層親水性樹脂使之充滿整個模具,將準備好的剛性層放置其上;
13、步驟四:加熱加壓,使混合物固化在所述的剛性層上。
14、進一步地,所述模具凹槽與研拋層凸起一一對應。
15、本發明的有益效果是:
16、傳統研拋工具研拋層通過將特定規格的丸片一個個分別粘接到專用磨具基座上進行制備,制備工藝復雜、修整難度大、獲得高精度要求高。本發明的研拋層采用圖形轉移法制備,制備容易、精度高。
17、本發明的研拋工具基體層采用親水性樹脂,遇水溶脹,在受到研拋壓力時發生一定的變形,使得凸起易貼合工件表面并具有自修整功能;研磨拋光時,可以提高并穩定維持研拋工具的材料去除能力,提高表面質量。
18、傳統研拋工具研拋層的丸片中心軸垂直于基座球面,本發明的研拋層的凸起中心軸垂直于工具下端面,凸起更容易脫模,研拋工具通過整體成型,提高加工精度和效率。
技術特征:
1.一種應用于曲面加工的研拋工具,其特征在于,所述工具包括研拋層(1)、基體層(2)、剛性層(3);所述研拋層(1)位于基體層(2)表面,研拋層(1)為曲面,所述研拋層(1)是親水性樹脂與磨料的均勻混合物;所述基體層(2)是與研拋層相同的親水性樹脂;所述剛性層(3)是有機玻璃板、聚氯乙烯板、聚碳酸脂板的一種;
2.根據權利要求1所述的應用于曲面加工的研拋工具,其特征在于,針對凹面加工采用凸形工具,凸面加工采用凹形工具。
3.根據權利要求2所述的應用于曲面加工的研拋工具,其特征在于,單個凸起的面積為12-320?mm2。
4.根據權利要求2所述的應用于曲面加工的研拋工具,其特征在于,相鄰凸起在工具下端面投影沿半徑方向間隙為1-5?mm。
5.根據權利要求2所述的應用于曲面加工的研拋工具,其特征在于,所述凸起形狀為三角形、正方形、五邊形、六邊形、圓形中一種或多種的組合。
6.一種如權利要求1~5任一項所述的應用于曲面加工的研拋工具的制備方法,其特征在于,所述制備方法包括以下步驟:
7.根據權利要求6所述的應用于曲面加工的研拋工具的制備方法,其特征在于,所述模具凹槽與研拋層凸起一一對應。
技術總結
本發明公開了一種應用于曲面加工的研拋工具及其制備方法,研拋工具包括研拋層、基體層、剛性層;研拋層是親水性樹脂與磨料的均勻混合物,均勻分布凸起,凸起中心軸垂直于工具下端面,凸起頂部所在球面與底部所在球面半徑相同、球心共線;基體層是與研拋層相同的親水性樹脂;剛性層3是有機玻璃板、聚氯乙烯板、聚碳酸脂板的一種。針對凹面加工采用凸形工具,凸面加工采用凹形工具。本發明的研拋工具通過整體成型、減少粘接,實現工具功能結構一體化,提高加工精度;親水性樹脂遇水具有溶脹特性,實現工具全柔性,使得工具易貼合工件表面并具有自修整功能。
技術研發人員:李軍,朱永偉
受保護的技術使用者:無錫惠航智能技術有限公司
技術研發日:
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!