自動上料設備的制作方法
本申請涉及智能制造工,尤其涉及自動上料設備。
背景技術:
1、電子設備內的板卡類的元器件(例如內存條),由于厚度較小,且上面設有很多精密的部件,其裝配精度和效率直接影響電子設備運行穩定性和整機生產效能。隨著電子制造業向高密度和微型化方向發展,板卡類元器件的精度持續提高,傳統的人工上料生產線由于操作精度不足,容易導致歪斜、觸點損傷等缺陷,已不再滿足現有制造業的需求。
技術實現思路
1、本申請提供了一種自動上料設備,以至少解決相關技術中人工上料操作精度不足和生產效率低下等問題。
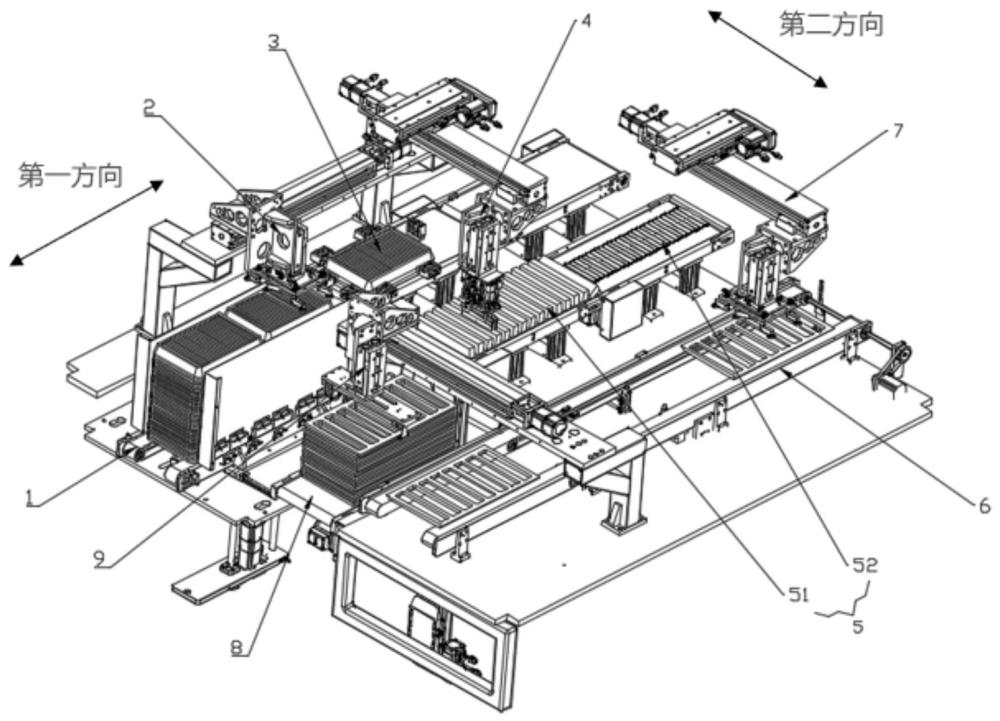
2、本申請提供了一種自動上料設備,包括:第一上料組件、第一移栽組件、固定組件、第二移栽組件和翻轉組件,
3、所述第一上料組件用于存放料盤;
4、所述第一移栽組件用于抓取所述第一上料組件上的所述料盤并放置在所述固定組件上;
5、所述固定組件用于對所述料盤進行定位;
6、所述第二移栽組件用于抓取所述固定組件上的所述料盤內的待加工物并放置在所述翻轉組件上;
7、所述翻轉組件用于將所述待加工物翻轉為平鋪狀態。
8、通過本申請,由于第一移栽組件將料盤移栽固定組件上,固定組件對料盤進行定位,避免料盤上的待加工物被抓取時,料盤發生移動;第二移栽組件將料盤內的待加工物移栽到翻轉組件上,翻轉組件接收呈豎直狀態移栽過來的待加工物,并將豎直狀態的待加工物翻轉為平鋪狀態,等待下一步工序。料盤和待加工物的移栽以及翻轉都是由機械結構來完成的,不需要人工參與,機械結構的精度較高,減少人為因素導致的錯誤,降低了待加工物移栽和轉運過程中發生損傷的概率,提高了良品率。且該自動上料設備,采用全自動化形式,提高了生產效率,雖然初期投入成本會高,但長期使用會節省人力成本。因此,可以解決人工操作精度不足和生產率低下的技術問題,達到高良品率和高生產效率的技術效果。
技術特征:
1.一種自動上料設備,其特征在于,包括:
2.根據權利要求1所述的自動上料設備,其特征在于,所述第一上料組件與所述固定組件沿第一方向依次設置,所述翻轉組件設于所述固定組件沿第二方向的一側,所述第一方向與所述第二方向垂直,且均為水平方向。
3.根據權利要求2所述的自動上料設備,其特征在于,所述第二移栽組件包括第二運動元件和第二抓取元件,所述第二運動元件用于帶動所述第二抓取元件運動,所述第二抓取元件包括安裝支架、第一驅動單元和第一抓取部,所述安裝支架與所述第二運動元件連接,所述第一抓取部包括沿所述第二方向相對設置兩個夾爪,所述夾爪的上端可移動的與所述安裝支架連接,所述第一驅動單元固定設置于所述安裝支架上并與兩個所述夾爪連接,帶動兩個所述夾爪沿所述第二方向相互靠近或相互遠離。
4.根據權利要求3所述的自動上料設備,其特征在于,所述夾爪與所述安裝支架之間設有相互配合的第一滑軌和第一滑槽,所述第一滑軌沿所述第二方向設置,所述安裝支架上還設有固定部,所述固定部位于所述夾爪在所述第二方向上的外側,所述固定部與所述夾爪之間通過彈性復位件連接。
5.根據權利要求3所述的自動上料設備,其特征在于,所述第一驅動單元上設有驅動塊,所述第一驅動單元帶動所述驅動塊上下移動,所述驅動塊夾設于兩個所述夾爪之間,且所述驅動塊沿所述第二方向的寬度自下而上逐漸增大。
6.根據權利要求5所述的自動上料設備,其特征在于,所述夾爪上設有隨動輪,所述隨動輪可轉動的與所述夾爪連接,所述驅動塊沿所述第二方向的兩個外側面分別與兩個所述夾爪上的所述隨動輪滾動配合。
7.根據權利要求3所述的自動上料設備,其特征在于,所述第一抓取部的數量為兩個,兩個所述第一抓取部沿第一方向并列設于所述安裝支架的兩側。
8.根據權利要求3所述的自動上料設備,其特征在于,所述第二運動元件包括第一移動模組、第二移動模組和第三移動模組,所述第一移動模組用于帶動所述第二移動模組沿所述第一方向移動,所述第二移動模組用于帶動所述第三移動模組沿所述第二方向移動,所述第三移動模組用于帶動所述第二抓取元件沿豎直方向移動。
9.根據權利要求2所述的自動上料設備,其特征在于,所述第一上料組件包括第一傳送帶,所述第一傳送帶沿所述第一方向設置,且所述第一傳送帶上沿傳送方向依次設有第一緩存位和第一抓取位。
10.根據權利要求9所述的自動上料設備,其特征在于,所述第一傳送帶的下方設置第一提升元件,所述第一提升元件與所述第一抓取位對應設置,用于對所述第一抓取位上的所述料盤進行頂升。
11.根據權利要求2所述的自動上料設備,其特征在于,所述第一移栽組件包括第一運動元件和第一抓取元件,所述第一運動元件包括第四移動模組和第五移動模組,所述第四移動模組用于帶動所述第五移動模組沿所述第一方向移動,所述第五移動模組用于帶動所述第一抓取元件沿豎直方向移動;所述第一抓取元件包括吸盤組件。
12.根據權利要求2所述的自動上料設備,其特征在于,所述翻轉組件包括第二傳送帶和設于所述第二傳送帶上的多塊限位塊,所述第二傳送帶包括第二帶輪和繞設在所述第二帶輪上的第二皮帶,多塊所述限位塊沿所述第二皮帶的傳送方向間隔的設置在所述第二皮帶的外表面上,相鄰的兩塊所述限位塊之間形成限位槽。
13.根據權利要求12所述的自動上料設備,其特征在于,所述翻轉組件還包括第三傳送帶,所述第三傳送帶與所述第二傳送帶的傳送方向相同,且所述第三傳送帶的上表面與所述第二帶輪的軸線平齊或低于所述第二帶輪的軸線。
14.根據權利要求13所述的自動上料設備,其特征在于,還包括第二上料組件、第三移栽組件和傳送組件,所述傳送組件位于所述翻轉組件沿第二方向的一側;所述第二上料組件設于所述傳送組件的一側,所述第三移栽組件包括第三運動元件和第三抓取元件,所述第三運動元件用于帶動所述第三抓取元件抓取所述第二上料組件上的載具并放置在所述傳送組件上。
15.根據權利要求14所述的自動上料設備,其特征在于,還包括下料組件和第四移栽組件,所述第四移栽組件包括第四運動元件和第四抓取元件,所述第四運動元件用于帶動所述第四抓取元件抓取所述第三傳送帶上的待加工物并放置在所述傳送組件上的所述載具上;所述下料組件位于所述固定組件的下方,用于將空的所述料盤傳送至下料位。
技術總結
本申請涉及智能制造技術領域,尤其涉及自動上料設備,包括第一上料組件、第一移栽組件、固定組件、第二移栽組件和翻轉組件;所述第一上料組件用于存放料盤;所述第一移栽組件用于抓取所述第一上料組件上的所述料盤并放置在所述固定組件上;所述固定組件用于對所述料盤進行定位;所述第二移栽組件用于抓取所述固定組件上的所述料盤內的待加工物并放置在所述翻轉組件上;所述翻轉組件用于將所述待加工物翻轉為平鋪狀態。料盤和待加工物的移栽以及翻轉都是由機械結構來完成的,不需要人工參與,操作精度較高,減少人為因素導致的錯誤,降低了待加工物移栽和轉運過程中發生損傷的概率,提高了良品率。
技術研發人員:李加林,時文靜,陳忠源,胡秋原
受保護的技術使用者:蘇州元腦智能科技有限公司
技術研發日:
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!