一種多層棒材擠出模具用冷卻成型機(jī)構(gòu)的制作方法
本技術(shù)涉及棒材擠出模具冷卻領(lǐng)域,特別是一種多層棒材擠出模具用冷卻成型機(jī)構(gòu)。
背景技術(shù):
1、高分子材料的棒材在成型時(shí)一般要經(jīng)過(guò)熔融塑化、擠出、冷卻成型和裁切步驟。現(xiàn)有的冷卻成型步驟,熔融擠出的材料經(jīng)過(guò)模溫區(qū)后,進(jìn)入冷卻定型區(qū)域,在冷卻定型區(qū)域,通過(guò)冷卻系統(tǒng)對(duì)棒材進(jìn)行快速冷卻,以使其定型并保持所需的形狀和尺寸。冷卻過(guò)程通常包括噴淋冷卻或者浸泡冷卻等方式,確保整個(gè)棒材的表面和內(nèi)部溫度均勻降低。然而,噴淋冷卻或浸泡冷卻的方式,冷卻速度較慢,并且占用面積大,冷卻液不能循環(huán)利用,浪費(fèi)資源,生產(chǎn)成本高。
技術(shù)實(shí)現(xiàn)思路
1、針對(duì)上述問(wèn)題,本實(shí)用新型提供了一種多層棒材擠出模具用冷卻成型機(jī)構(gòu),可對(duì)從擠出模具擠出的棒材置入冷卻管內(nèi),利用冷卻管內(nèi)的填充的冷卻液快速冷卻成型,冷卻速度快,占用面積小,降低生產(chǎn)成本。
2、本實(shí)用新型采用的技術(shù)方案為:
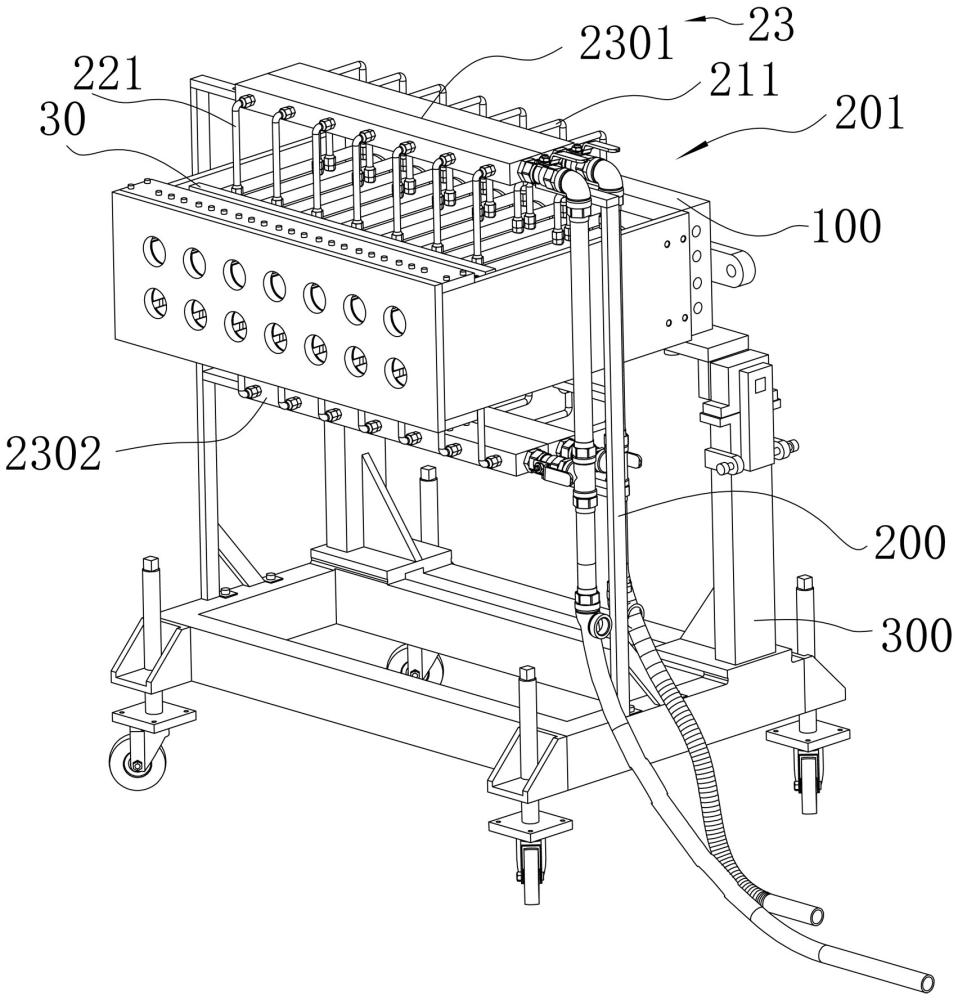
3、一種多層棒材擠出模具用冷卻成型機(jī)構(gòu),包括至少兩層呈縱向排列的冷卻模組,每層冷卻模組包括至少一個(gè)冷卻管,冷卻管包括外管、置入外管內(nèi)的內(nèi)管以及設(shè)置在外管與內(nèi)管之間的螺旋冷卻通道;各螺旋冷卻通道與冷卻液管路系統(tǒng)連通,冷卻液管路系統(tǒng)包括冷卻液進(jìn)液主管路和冷卻液出液主管路,冷卻液進(jìn)液主管路連通有與各螺旋冷卻通道連通的冷卻液進(jìn)液分支管路,冷卻液出液主管路連通有與各螺旋冷卻通道連通的冷卻液出液分支管路。
4、優(yōu)選地,所述螺旋冷卻通道分為快冷卻段和慢冷卻段,快冷卻段與慢冷卻段通過(guò)連通管連通。
5、更優(yōu)選地,所述快冷卻段的長(zhǎng)度小于慢冷卻段的長(zhǎng)度,冷卻液進(jìn)液分支管路與快冷卻段連通,慢冷卻段與冷卻液出液分支管路連通。
6、更優(yōu)選地,所述螺旋冷卻通道設(shè)置在內(nèi)管的外壁上。
7、優(yōu)選地,所述冷卻液進(jìn)液主管路和所述冷卻液出液主管路設(shè)置在座體內(nèi)。
8、更優(yōu)選地,兩層冷卻模組呈上下設(shè)置,處于上層冷卻管上方對(duì)應(yīng)有上冷卻液管路系統(tǒng),處于下層冷卻管下方對(duì)應(yīng)有下冷卻液管路系統(tǒng);上冷卻液管路系統(tǒng)內(nèi)的冷卻液進(jìn)液分支管路和冷卻液出液分支管路與對(duì)應(yīng)的上層冷卻管中螺旋冷卻通道連通,下冷卻液管路系統(tǒng)內(nèi)的冷卻液進(jìn)液分支管路和冷卻液出液分支管路與對(duì)應(yīng)的下層冷卻管中螺旋冷卻通道連通。
9、更優(yōu)選地,所述上冷卻液管路系統(tǒng)中的冷卻液進(jìn)液主管路和冷卻液出液主管路設(shè)置在上座體內(nèi);所述下冷卻液管路系統(tǒng)中的冷卻液進(jìn)液主管路和冷卻液出液主管路設(shè)置在下座體內(nèi)。
10、優(yōu)選地,所述冷卻管的進(jìn)口端設(shè)有與成型模具的擠出口對(duì)接的密封臺(tái)階。
11、優(yōu)選地,各層冷卻模組安裝在安裝板上,安裝板上設(shè)有與各冷卻管出口端對(duì)接的對(duì)接口,安裝板通過(guò)支撐桿安裝在成型模具上。
12、與現(xiàn)有技術(shù)相比,本實(shí)用新型的有益效果在于:本實(shí)用新型提供一種多層棒材擠出模具用冷卻成型機(jī)構(gòu),采用各層中的冷卻管與擠出模具對(duì)接,從擠出模具擠出的棒材進(jìn)入冷卻管后,利用冷卻管內(nèi)螺旋冷卻通道內(nèi)填充的冷卻液快速冷卻成型,冷卻速度快,占用面積小,降低生產(chǎn)成本。
技術(shù)特征:
1.一種多層棒材擠出模具用冷卻成型機(jī)構(gòu),其特征在于:包括至少兩層呈縱向排列的冷卻模組,每層冷卻模組包括至少一個(gè)冷卻管,冷卻管包括外管、置入外管內(nèi)的內(nèi)管以及設(shè)置在外管與內(nèi)管之間的螺旋冷卻通道;各螺旋冷卻通道與冷卻液管路系統(tǒng)連通,冷卻液管路系統(tǒng)包括冷卻液進(jìn)液主管路和冷卻液出液主管路,冷卻液進(jìn)液主管路連通有與各螺旋冷卻通道連通的冷卻液進(jìn)液分支管路,冷卻液出液主管路連通有與各螺旋冷卻通道連通的冷卻液出液分支管路。
2.根據(jù)權(quán)利要求1所述的多層棒材擠出模具用冷卻成型機(jī)構(gòu),其特征在于:所述螺旋冷卻通道分為快冷卻段和慢冷卻段,快冷卻段與慢冷卻段通過(guò)連通管連通。
3.根據(jù)權(quán)利要求2所述的多層棒材擠出模具用冷卻成型機(jī)構(gòu),其特征在于:所述快冷卻段的長(zhǎng)度小于慢冷卻段的長(zhǎng)度,冷卻液進(jìn)液分支管路與快冷卻段連通,慢冷卻段與冷卻液出液分支管路連通。
4.根據(jù)權(quán)利要求2所述的多層棒材擠出模具用冷卻成型機(jī)構(gòu),其特征在于:所述螺旋冷卻通道設(shè)置在內(nèi)管的外壁上。
5.根據(jù)權(quán)利要求1所述的多層棒材擠出模具用冷卻成型機(jī)構(gòu),其特征在于:所述冷卻液進(jìn)液主管路和所述冷卻液出液主管路設(shè)置在座體內(nèi)。
6.根據(jù)權(quán)利要求1所述的多層棒材擠出模具用冷卻成型機(jī)構(gòu),其特征在于:各層冷卻模組各對(duì)應(yīng)有一冷卻液管路系統(tǒng);冷卻液進(jìn)液主管路連通有至少一個(gè)冷卻液進(jìn)液分支管路,冷卻液進(jìn)液分支管路與對(duì)應(yīng)螺旋冷卻通道連通,冷卻液出液主管路連通有至少一個(gè)冷卻液出液分支管路,冷卻液出液分支管路與對(duì)應(yīng)螺旋冷卻通道連通。
7.根據(jù)權(quán)利要求6所述的多層棒材擠出模具用冷卻成型機(jī)構(gòu),其特征在于:兩層冷卻模組呈上下設(shè)置,處于上層冷卻管上方對(duì)應(yīng)有上冷卻液管路系統(tǒng),處于下層冷卻管下方對(duì)應(yīng)有下冷卻液管路系統(tǒng);上冷卻液管路系統(tǒng)內(nèi)的冷卻液進(jìn)液分支管路和冷卻液出液分支管路與對(duì)應(yīng)的上層冷卻管中螺旋冷卻通道連通,下冷卻液管路系統(tǒng)內(nèi)的冷卻液進(jìn)液分支管路和冷卻液出液分支管路與對(duì)應(yīng)的下層冷卻管中螺旋冷卻通道連通。
8.根據(jù)權(quán)利要求7所述的多層棒材擠出模具用冷卻成型機(jī)構(gòu),其特征在于:所述上冷卻液管路系統(tǒng)中的冷卻液進(jìn)液主管路和冷卻液出液主管路設(shè)置在上座體內(nèi);所述下冷卻液管路系統(tǒng)中的冷卻液進(jìn)液主管路和冷卻液出液主管路設(shè)置在下座體內(nèi)。
9.根據(jù)權(quán)利要求1所述的多層棒材擠出模具用冷卻成型機(jī)構(gòu),其特征在于:所述冷卻管的進(jìn)口端設(shè)有與成型模具的擠出口對(duì)接的密封臺(tái)階。
10.根據(jù)權(quán)利要求1所述的多層棒材擠出模具用冷卻成型機(jī)構(gòu),其特征在于:各層冷卻模組安裝在安裝板上,安裝板上設(shè)有與各冷卻管出口端對(duì)接的對(duì)接口,安裝板通過(guò)支撐桿安裝在成型模具上。
技術(shù)總結(jié)
本技術(shù)提供了一種多層棒材擠出模具用冷卻成型機(jī)構(gòu),屬于多層棒材擠出過(guò)程冷卻成型部分,包括至少兩層呈縱向排列的冷卻模組,冷卻模組包括至少一個(gè)冷卻管,冷卻管包括外管、置入外管內(nèi)的內(nèi)管以及設(shè)置在外管與內(nèi)管之間的螺旋冷卻通道;各螺旋冷卻通道與冷卻液管路系統(tǒng)連通,冷卻液管路系統(tǒng)包括冷卻液進(jìn)液主管路和冷卻液出液主管路,冷卻液進(jìn)液主管路連通有與各螺旋冷卻通道連通的冷卻液進(jìn)液分支管路,冷卻液出液主管路連通有與各螺旋冷卻通道連通的冷卻液出液分支管路。與現(xiàn)有技術(shù)相比,該冷卻成型機(jī)構(gòu)采用各層中的冷卻管與擠出模具對(duì)接,從擠出模具擠出的棒材進(jìn)入冷卻管后,利用螺旋冷卻通道內(nèi)填充的冷卻液快速冷卻成型,降低生產(chǎn)成本。
技術(shù)研發(fā)人員:陸逢,王全兵,姜?jiǎng)P,劉鑫,溫喜全
受保護(hù)的技術(shù)使用者:江西同益高分子材料科技有限公司
技術(shù)研發(fā)日:20240628
技術(shù)公布日:2025/4/28
- 還沒(méi)有人留言評(píng)論。精彩留言會(huì)獲得點(diǎn)贊!