一種雙層氟樹脂導管的制備方法及產品和應用與流程
本發明涉及雙層氟樹脂導管,具體涉及一種雙層氟樹脂導管的制備方法及產品和應用。
背景技術:
1、應用在醫療器械的內窺鏡通常集多種功能于一身,內窺鏡包含led燈光管、水汽管、電子攝像頭等,但內窺鏡不能直接插入人體進行使用,需要采用鉗道管作為內窺鏡的通道插入人體,鉗道管內層需與器械或其他多種管道接觸,因此需要降低內層表面的摩擦阻力,人體內的天然通道具有彎彎曲曲、空間狹小且黏膜嬌嫩的特點,鉗道管外層需要具備柔軟、無毒副作用;鉗道管如采用單層結構難以順利通過人體內的天然通道,還容易彎折,這可能導致手術失敗或給患者帶來痛苦。因此,對于鉗道管的層結構需要進行改進,并且需要降低其內層表面摩擦阻力,并且外層需要具備柔軟、無毒副作用,能夠更好地滿足醫療器械在人體復雜環境中的使用需求。
2、專利公開號為cn111449701a的中國專利公開了一種鉗道管,公開了鉗道管包括頭部,為至少3層的多層復合結構,設置在內窺鏡頭端部內;尾部,為單層結構,用于連接內窺鏡手柄;過渡段,設置在所述頭部和所述尾部之間,且所述過渡段為多層復合結構,解決易折斷、易壓扁和破損的風險;但并沒有公開對內層潤滑性優、外層需要具備柔軟、無毒副作用的技術方案。
3、因此,提供一種多層結構,且內層潤滑性優、外層需要具備柔軟、無毒副作用,并具有良好彎曲性能的雙層氟樹脂導管是目前需要解決的主要技術問題。
技術實現思路
1、為了解決上述技術問題,本發明第一方面提供了一種雙層氟樹脂導管的制備方法,包括以下步驟:
2、使用氟樹脂制備內管和外管,將內管穿套進入外管中獲得套管;
3、將套管一端封堵后放置到加工設置中依次進行預熱、擴張、冷卻獲得雙層氟樹脂導管。
4、在一種實施方式中,將內管放入到等離子機中進行表面處理后待用;所述內管放入到等離子機中進行表面處理過程包括,內管等離子處理的環境為先抽真空,然后充入氮氣氣氛、氮氣氣體流量為5cm3/min,能量為400w,待氮氣氣體流量穩定后處理時間為3min,處理結束后取出內管。
5、在一種實施方式中,將套管一端封堵可采用打結或用工裝夾住方式進行封堵,達到不漏氣的效果。
6、在一種實施方式中,所述內管的制備工藝包括:
7、將ptfe粉料進行熟化、預成型、擠出、燒結、冷卻后獲得內管。
8、在一種實施方式中,所述內管的制備工藝包括:
9、s1.使用ptfe粉料與助劑油進行混合后在30℃下進行熟化,熟化后在2~3mpa壓力下進行預成型排除空氣形成一根圓柱狀的料坯;
10、s2.將料坯放置在推擠設備內的模具后進行擠出,擠出的管狀物經揮發后進入燒結爐,燒結溫度為400~500℃,燒結1.5-3min冷卻后得到內管。
11、所述內管用ptfe粉料的購買廠家型號包括日本大金氟化學ptfe?f201。
12、在一種實施方式中,所述外管的制備工藝包括:
13、將ptfe粉料進行熟化、預成型、拉伸擠出、揮發、快速燒結、冷卻后獲得外管;所述外管為膨體ptfe外管。
14、在一種實施方式中,所述外管的制備工藝包括:
15、s1.使用ptfe粉料與助劑油進行混合后在30℃下進行熟化,熟化后在2~3mpa壓力下進行預成型排除空氣形成一根圓柱狀的料坯;
16、s2.將料坯放置在推擠設備內的模具后進行擠出,擠出的管狀物在揮發的同時進行牽引機拉伸,所述拉伸溫度在200~250℃,所述拉伸速度為擠出線速度的1.5~3倍,所述拉伸后的管狀物兩端被夾住后在350~400℃的條件下快速燒結0.5-1min后進行冷卻定型,得到外管。
17、在一種實施方式中,所述擠出線速度為1-3m/min。
18、在一種實施方式中,所述擠出線速度為2m/min。
19、所述外管用ptfe粉料的購買廠家型號包括日本大金氟化學ptfe?f104。
20、在一種實施方式中,所述內管的內徑為3.5-3.8mm,外徑為3.85-4.1mm;
21、在一種實施方式中,所述外管的內徑為4.2-4.6mm,外徑為5.0-6.2mm。
22、在一種實施方式中,所述內管的內徑為3.7mm,外徑為4.0mm。
23、在一種實施方式中,所述外管的內徑為4.3mm,外徑為5.8mm。
24、在一種實施方式中,所述預熱溫度大于等于240℃;所述預熱包括一級預熱和二級預熱。
25、在一種實施方式中,所述一級預熱溫度為240-260℃。
26、在一種實施方式中,所述一級預熱溫度包括但不限于240℃、241℃、242℃、243℃、244℃、245℃、246℃、247℃、248℃、249℃、250℃、251℃、252℃、253℃、254℃、255℃、256℃、257℃、258℃、259℃、260℃。
27、在一種實施方式中,所述一級預熱溫度為250℃。
28、在一種實施方式中,所述二級預熱溫度為290-310℃。
29、在一種實施方式中,所述二級預熱溫度包括但不限于290℃、291℃、292℃、293℃、294℃、295℃、296℃、297℃、298℃、299℃、300℃、301℃、302℃、303℃、304℃、305℃、306℃、307℃、308℃、309℃、310℃。
30、在一種實施方式中,所述二級預熱溫度為300℃。
31、在一種實施方式中,所述擴張溫度為335-345℃。
32、在一種實施方式中,所述擴張溫度包括但不限于335℃、336℃、337℃、338℃、339℃、340℃、241℃、242℃、243℃、244℃、245℃。
33、在一種實施方式中,所述擴張溫度為340℃。
34、在一種實施方式中,所述冷卻溫度為10-20℃。
35、在一種實施方式中,所述冷卻溫度包括但不限于10℃、11℃、12℃、13℃、14℃、15℃、16℃、17℃、18℃、19℃、20℃。
36、在一種實施方式中,所述冷卻溫度為15℃。
37、在一種實施方式中,所述加工設置的牽引速度為0.15-0.25m/min。
38、在一種實施方式中,所述加工設置的牽引速度包括但不限于0.15m/min、0.16m/min、0.17m/min、0.18m/min、0.19m/min、0.20m/min、0.21m/min、0.22m/min、0.23m/min、0.24m/min、0.25m/min。
39、在一種實施方式中,所述加工設置的牽引速度為0.20m/min。
40、在一種實施方式中,所述套管一端封堵后,套管另一端與充氣裝置相連,所述套管另一端不能漏氣,向內管和外管間隙處充氣,所述充氣氣壓為0.018-0.03mpa。
41、在一種實施方式中,所述充氣氣壓包括但不限于0.018mpa、0.019mpa、0.02mpa、0.021mpa、0.022mpa、0.023mpa、0.024mpa、0.025mpa、0.026mpa、0.027mpa、0.028mpa、0.029mpa、0.03mpa。
42、在一種實施方式中,所述充氣氣壓為0.02mpa。
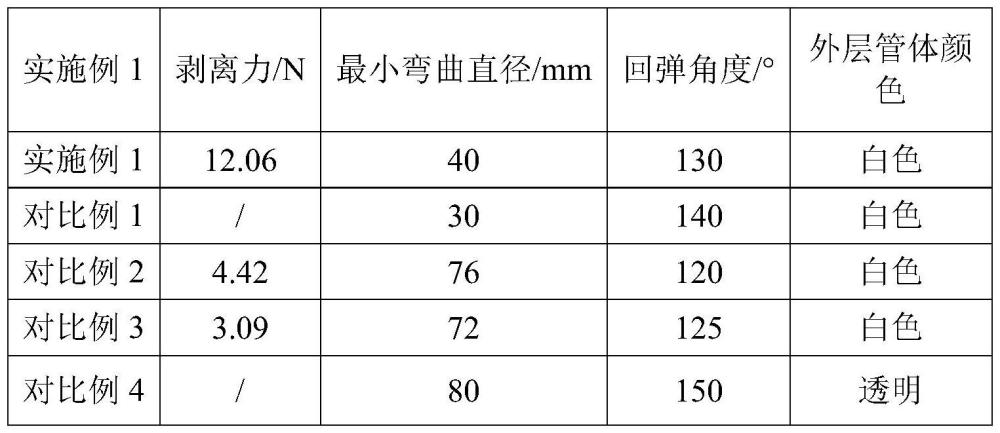
43、為了促進內管和外管的粘結效果,且雙層氟樹脂導管內層潤滑性優、外層需要具備柔軟、無毒副作用,并具有良好彎曲性能;發明人在實驗過程中發現,可以將內管放入到等離子機中進行表面處理;所述內管放入到等離子機中進行表面處理過程包括,內管等離子處理的環境為先抽真空,然后充入氮氣氣氛、氮氣氣體流量為5cm3/min,能量為400w,待氮氣氣體流量穩定后處理時間為3min,處理結束后取出內管再穿套進入外管中獲得套管;將套管一端封堵后放置到加工設置中依次進行預熱、擴張、冷卻獲得雙層氟樹脂導管;所述預熱溫度大于等于240℃;所述預熱包括一級預熱和二級預熱;所述一級預熱溫度為240-260℃;所述二級預熱溫度為290-310℃;所述擴張溫度為335-345℃;所述加工設置的牽引速度為0.15-0.25m/min;所述充氣氣壓為0.018-0.03mpa,所述冷卻溫度為10-20℃;通過采用上述預熱、擴張、冷卻方式在內部氣壓的膨脹和高溫區的輕微融化的作用下,可以將內管和外管相互粘接在一起,獲得的雙層氟樹脂導管具有良好的粘結效果,但發明人發現,當二級預熱低、擴張溫度低時,獲得的雙層氟樹脂導管的內管和外管會出現未粘接、分層狀態;當采用的充氣氣壓小時,雙層氟樹脂導管的內管和外管的粘接效果不夠牢固,剝離力比較低;當采用的牽引速度過快時,會出現熔接時間不足的問題,會導致雙層氟樹脂導管的內管和外管間未粘接牢固;當擴張溫度過高,牽引速度過快時,會出現內管和外管呈現燒結過度狀態,管子硬,彎曲性能差,管材呈現透明狀,已不具備膨體性質。
44、本發明第二方面提供了一種雙層氟樹脂導管,通過所述的雙層氟樹脂導管的制備方法制備得到。
45、所述雙層氟樹脂導管包括內層管和外層管,所述內層管為ptfe內管;所述外層管為膨體ptfe外管。
46、本發明第三方面提供了一種雙層氟樹脂導管的應用,所述雙層氟樹脂導管應用在醫療器械技術領域中。
47、有益效果
48、1.本技術提供的雙層氟樹脂導管具有良好的粘結效果,內層潤滑性優、外層需要具備柔軟、無毒副作用。
49、2.本技術提供的雙層氟樹脂導管的制備方法,可以避免雙層氟樹脂導管的內層管和外層管會出現未粘接、分層狀態。
50、3.本技術提供的雙層氟樹脂導管的制備方法,可以避免雙層氟樹脂導管的內層管和外層管的粘接效果不夠牢固,撕裂強度比較低的問題。
51、4.本技術提供的雙層氟樹脂導管的制備方法,可以避免雙層氟樹脂導管的內管和外管間未粘接牢固的問題。
52、5.本技術提供的雙層氟樹脂導管的制備方法,可以提高雙層氟樹脂導管的回彈性,具有良好彎曲性能。
- 還沒有人留言評論。精彩留言會獲得點贊!