一種表貼式轉子磁鋼裝配設備及裝配方法與流程
本發明涉及電機制造,尤其涉及一種表貼式轉子磁鋼裝配設備及裝配方法。
背景技術:
1、目前,對于永磁電機的表貼式轉子,磁鋼裝配方式按照裝配時軸線的方向劃分,主要分為立式裝配磁鋼(即轉子軸線豎直放置)和臥式裝配磁鋼(轉子軸線水平放置)兩種。其中立式裝配可以采用專用的手動、氣動或電動設備進行,而對于臥式裝配的情況,大部分采用手動推進或使用千斤頂配合工裝推進的方式。
2、中國專利文獻cn108923600a公開了一種永磁電機表貼式磁鋼裝配工裝,包括設置在轉子架上的轉子鐵芯、多個能夠可拆卸地固定在轉子鐵芯上的磁鋼定位裝置、多個能夠固定設置在轉子鐵芯上的磁鋼壓塊、能夠與轉子鐵芯配合將磁鋼塊推進至磁安裝區的磁鋼推進裝置。磁鋼推進裝置包括氣缸、聯接支架、推桿、導向板和墊塊。該永磁電機表貼式磁鋼裝配工裝存在的缺陷和不足在于:該工裝的磁鋼推進裝置,通過導向板可拆卸地安裝在轉子鐵芯的磁鋼安裝端面上,且正對轉子鐵芯上的一條磁鋼安裝槽;待該條磁鋼安裝槽的安裝區域安裝相對應的磁鋼塊后,操作人員需要拆下整個磁鋼推進裝置,再安裝在下一裝配位置處,以進行轉子鐵芯余下的磁鋼安裝槽的磁鋼安裝工作。在此過程中,每次更換下一列磁鋼安裝槽進行裝配時,操作人員均需拆裝一次磁鋼推進裝置,其操作復雜、存在效率低下的問題。
3、因此亟需提供一種在切換裝配位置時,不需要頻繁拆裝的表貼式轉子磁鋼裝配設備及裝配方法。
技術實現思路
1、(一)要解決的技術問題
2、鑒于現有技術的上述缺點、不足,本發明提供一種表貼式轉子磁鋼裝配設備及裝配方法,其解決了現有的永磁電機表貼式磁鋼裝配工裝裝配磁鋼時,操作費力,需要頻繁拆裝磁鋼推進裝置,效率低下的技術問題。
3、(二)技術方案
4、為了達到上述目的,本發明采用的主要技術方案包括:
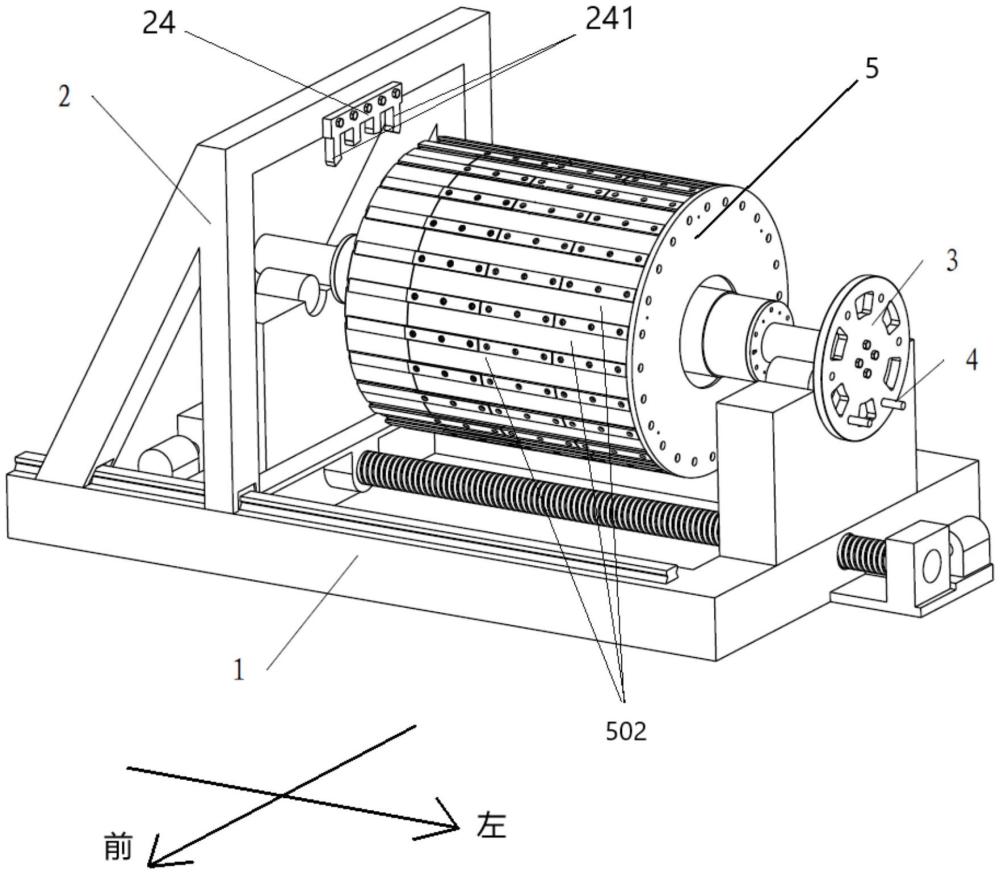
5、第一方面,本發明實施例提供一種表貼式轉子磁鋼裝配設備,包括:
6、裝配平臺,能夠轉動支撐轉子,并對轉子進行定位,或者解除對轉子的定位限制;
7、裝配組件,沿轉子的軸向滑動安裝于裝配平臺上,并且裝配組件包括位于裝配組件上的推磁鋼工裝,推磁鋼工裝設置有用于在所述裝配組件沿軸向滑動時對轉子上的磁鋼進行頂推以完成裝配的齒部;
8、直線驅動裝置,與裝配組件的底部傳動連接,能夠驅動裝配組件沿轉子的軸向移動,以使齒部同步進行軸向移動。
9、可選地,所述裝配組件還包括軸向滑動安裝于裝配平臺上的矩形框架,在至少一個形成所述矩形框架的梁上,朝向所述轉子設置所述推磁鋼工裝;
10、推磁鋼工裝間隔設置至少兩個齒部。
11、可選地,裝配平臺包括框型平臺、第一支撐座和第二支撐座;
12、框型平臺的一端設置第一支撐座,框型平臺的另一端設置第二支撐座,第一支撐座和第二支撐座的上部均設置有滾輪,滾輪能夠轉動支撐轉子的旋轉軸。
13、可選地,裝配平臺還包括轉動定位盤和定位桿;
14、第一支撐座的外側面開設有第一定位孔,轉動定位盤的中部與轉子的旋轉軸的端部螺栓連接,轉動定位盤沿周向開設有多個第二定位孔,定位桿穿過第二定位孔、第一定位孔,對轉動定位盤和轉子進行周向定位。
15、可選地,直線驅動裝置為滾珠絲杠驅動組件或氣缸,滾珠絲杠驅動組件或氣缸的輸出端連接裝配組件。
16、可選地,轉子的周面上設置有多個沿軸向延伸的磁鋼壓條,其中,相鄰的兩個磁鋼壓條和轉子的圓周面圍合形成磁鋼安裝槽,每一磁鋼安裝槽對應一個待安裝磁極,待安裝磁極由多個磁鋼組成。
17、第二方面,本發明實施例提供一種基于上述表貼式轉子磁鋼裝配設備的裝配方法,至少包括如下步驟:
18、s100、安裝磁鋼壓條:將多個磁鋼壓條安裝于轉子的周面上,從而形成磁鋼安裝槽;
19、s200、周向定位轉子:將轉子周向定位于裝配平臺上,使所述推磁鋼工裝上的齒部正對轉子上的磁鋼安裝槽;
20、s300、裝配磁鋼:將多塊磁鋼一一對應地放入轉子的多個磁鋼安裝槽內;啟動直線驅動裝置使裝配組件沿軸向移動,推磁鋼工裝將多列磁鋼同時裝配到相應的磁鋼安裝區域。
21、可選地,還包括:在步驟s300之前,在磁鋼安裝區域涂覆磁鋼粘貼膠。
22、可選地,還包括:
23、s400、復位裝配組件:啟動直線驅動裝置使裝配組件沿軸向移動遠離磁鋼,回到初始位置;
24、s500、重復執行上述步驟s300至s400,直至完成多個磁鋼安裝槽的磁鋼的裝配;
25、可選地,還包括:s600、將轉子旋轉至下一裝配位置,重復執行上述步驟s200至s500,直至完成轉子上所有的磁鋼安裝槽的磁鋼的裝配。
26、(三)有益效果
27、本發明的有益效果是:本發明的表貼式轉子磁鋼裝配設備,由于包括:裝配平臺,能夠轉動支撐轉子,并對轉子進行定位,或者解除對轉子的定位限制;裝配組件,沿轉子的軸向滑動安裝于裝配平臺上,并且裝配組件包括位于裝配組件上的推磁鋼工裝,推磁鋼工裝設置有用于在所述裝配組件沿軸向滑動時對轉子上的磁鋼進行頂推以完成裝配的齒部;直線驅動裝置,與裝配組件的底部傳動連接,能夠驅動裝配組件沿轉子的軸向移動,以使齒部同步進行軸向移動。相對于現有的永磁電機表貼式磁鋼裝配工裝而言,其能夠通過轉子周向定位裝置對裝配平臺上的轉子進行周向定位,再通過直線驅動裝置驅動裝配平臺上的裝配組件,裝配組件則帶動推磁鋼工裝進行橫向移動,進行磁鋼的裝配,因而在裝配時,操作人員僅需旋轉轉子進行裝配位置的切換,不需頻繁拆裝工裝,這節省了裝配時間,提高了磁鋼的裝配效率。
技術特征:
1.一種表貼式轉子磁鋼裝配設備,其特征在于,包括:
2.如權利要求1所述的表貼式轉子磁鋼裝配設備,其特征在于:所述裝配組件還包括軸向滑動安裝于裝配平臺(1)上的矩形框架,在至少一個形成所述矩形框架的梁上,朝向所述轉子(5)設置所述推磁鋼工裝(24);
3.如權利要求1所述的表貼式轉子磁鋼裝配設備,其特征在于:裝配平臺(1)包括框型平臺(11)、第一支撐座(16)和第二支撐座(17);
4.如權利要求3所述的表貼式轉子磁鋼裝配設備,其特征在于:裝配平臺(1)還包括轉動定位盤(3)和定位桿(4);
5.如權利要求1所述的表貼式轉子磁鋼裝配設備,其特征在于:直線驅動裝置為滾珠絲杠驅動組件或氣缸,滾珠絲杠驅動組件或氣缸的輸出端連接裝配組件(2)。
6.如權利要求1-5任一項所述的表貼式轉子磁鋼裝配設備,其特征在于:轉子(5)的周面上設置有多個沿軸向延伸的磁鋼壓條(501),其中,相鄰的兩個磁鋼壓條(501)和轉子(5)的圓周面圍合形成磁鋼安裝槽(502),每一磁鋼安裝槽(502)對應一個待安裝磁極,待安裝磁極由多個磁鋼(503)組成。
7.一種基于權利要求6所述表貼式轉子磁鋼裝配設備的裝配方法,其特征在于:至少包括如下步驟:
8.如權利要求7所述的裝配方法,其特征在于:還包括:在步驟s300之前,在磁鋼安裝區域涂覆磁鋼粘貼膠。
9.如權利要求7所述的裝配方法,其特征在于:還包括:
10.一種如權利要求9所述的裝配方法,其特征在于:還包括:
技術總結
本發明涉及一種表貼式轉子磁鋼裝配設備及裝配方法,該裝配設備包括:裝配平臺,能夠轉動支撐轉子,并對轉子進行定位,或者解除對轉子的定位限制;裝配組件,沿轉子的軸向滑動安裝于裝配平臺上,并且裝配組件包括位于裝配組件上的推磁鋼工裝,推磁鋼工裝設置有用于在所述裝配組件沿軸向滑動時對轉子上的磁鋼進行頂推以完成裝配的齒部;直線驅動裝置,與裝配組件的底部傳動連接,能夠驅動裝配組件沿轉子的軸向移動,以使齒部同步進行軸向移動。該表貼式轉子磁鋼裝配設備,在進行磁鋼裝配時,不需要頻繁拆裝,這大大提高了磁鋼的裝配效率。
技術研發人員:王雪,楊昊,孫雅文,陳浩偉,王文喆
受保護的技術使用者:青島海西電氣有限公司
技術研發日:
技術公布日:2025/4/24
- 還沒有人留言評論。精彩留言會獲得點贊!