一種PCB板分段鉆加工方法及加工系統(tǒng)與流程
本發(fā)明涉及pcb板鉆孔,尤其涉及一種pcb板分段鉆加工方法及加工系統(tǒng)。
背景技術:
1、在pcb行業(yè),通信板、雷達板以及特殊板材,例如軍工板材等,有著壓合層數多、銅箔厚度厚、板材基材硬度高、成品板總厚度較厚等特點,在加工這類板材時,單孔加工通常無法一次完成,因為切屑負載過大,下鉆行程過長一次鉆透極易產生斷刀,需要分段進行鉆孔加工,稱為分段鉆,以防止因負載過大導致斷刀、孔壁不直、鉆頭發(fā)熱、排屑不良等問題的發(fā)生,確保加工品質以及加工精度。
2、在板材進行鉆孔加工前,需要刀具在非加工狀態(tài)下快速定位到板料的待鉆位置,在刀具移動至待鉆位置后以一定進刀速度對板料鉆孔加工,刀具的鉆孔速度大小會影響孔壁的溫度和粗糙度,進刀速度越小,刀具在孔內停留時間越長,孔壁溫度越高,粗糙度越小,但產生的灰屑會較多,分段鉆則可以防止此類問題的發(fā)生,但在現有的分段鉆加工工藝中,已經下鉆過的部分與未鉆部分保持為恒定的同一進刀速度,會在刀具與pcb板材接觸時受到大的負荷,容易導致深孔鉆在加工過程中出現崩刃甚至斷刀的情況,由此可能對刀具的壽命、筆直性產生影響,從而導致效率低下,同時目前在pcb板分段鉆中只能做到按照距離進行分段和按照下鉆次數進行分段,分段的方式有限,不能很好的適應所有pcb板鉆孔工藝要求。
技術實現思路
1、本發(fā)明的目的在于提供一種pcb板分段鉆加工方法及加工系統(tǒng),以至少解決現有分段鉆工藝中已下鉆和未鉆部分保持同一進刀速度導致效率低下及分段方式有限不能適應所有pcb板鉆孔工藝要求的問題。
2、為解決上述技術問題,本發(fā)明提供一種pcb板分段鉆加工方法,包括:
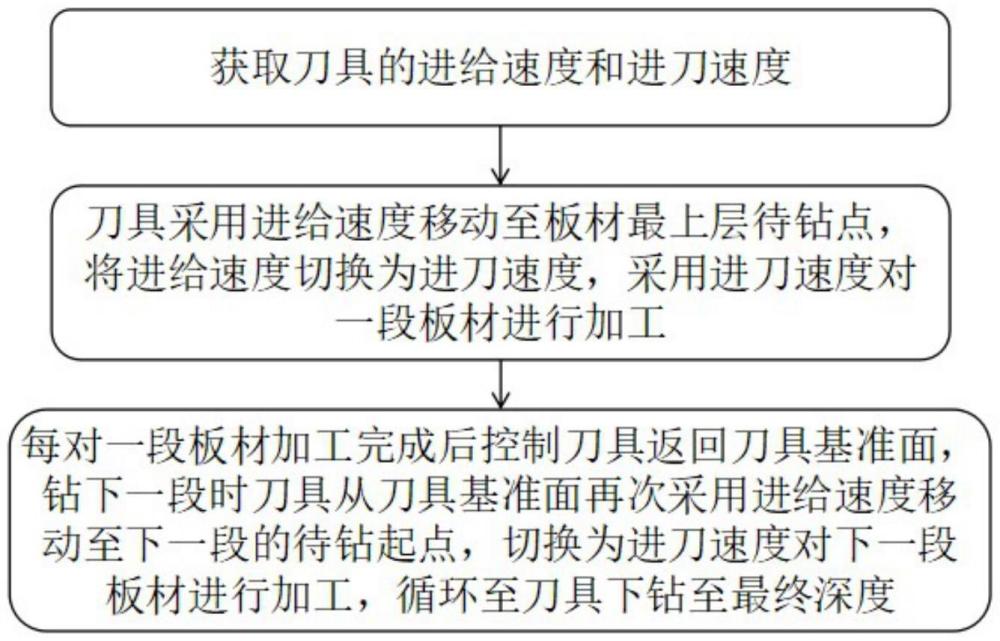
3、獲取刀具的進給速度和進刀速度;
4、刀具采用進給速度移動至板材最上層待鉆起點,將進給速度切換為進刀速度,采用進刀速度對一段板材進行加工;
5、每對一段板材加工完成后控制刀具返回刀具基準面,鉆下一段時刀具從刀具基準面再次采用進給速度移動至下一段的待鉆起點,切換為進刀速度對下一段板材進行加工,循環(huán)至刀具下鉆至最終深度。
6、可選的,在所述的一種pcb板分段鉆加工方法中,按距離設定每段板材的段長,每段段長可相同或不同。
7、可選的,在所述的一種pcb板分段鉆加工方法中,根據設定的每段段長及分段段數形成分段指令,刀具根據所述分段指令對應每段下鉆距離以及下鉆次數。
8、可選的,在所述的一種pcb板分段鉆加工方法中,所述分段指令包括設定一定段數段長不同和/或設定一定段數段長相同。
9、可選的,在所述的一種pcb板分段鉆加工方法中,所述刀具基準面位于板材上方。
10、可選的,在所述的一種pcb板分段鉆加工方法中,根據設定的刀具參數,獲取刀具的進刀速度。
11、可選的,在所述的一種pcb板分段鉆加工方法中,從刀具基準面再次采用進給速度下降至下一段待鉆點包括:刀具從刀具基準面下降至板面以及已被鉆過的段長,即刀具下降至上一次已鉆段的結束位置和未鉆段的起始位置的交界處。
12、本發(fā)明還提供一種加工系統(tǒng),包括:
13、獲取單元,用于獲取刀具的進給速度和刀具的進刀速度;
14、控制單元,用于控制刀具采用所述進給速度下降至待鉆點,以及用于控制每段鉆完的刀具返回至刀具基準面;
15、變速單元,用于在刀具下降至待鉆點后,將刀具的進給速度切換為進刀速度;
16、鉆孔單元,用于控制刀具基于所述進刀速度對板材的一段進行加工。
17、可選的,在所述的加工方法中,對板材的一段進行加工包括:還包括分段指令單元,所述分段指令單元用于設定分段方式、每段分段段長以及分段次數。
18、可選的,在所述的加工方法中,所述鉆孔單元根據分段指令控制刀具在對應分段的下鉆距離以及刀具分段鉆孔次數。
19、本發(fā)明提供的一種pcb板分段鉆加工方法及加工系統(tǒng)。通過分別設定刀具的進給速度以及刀具進刀速度,在刀具每鉆一段后返回至刀具基準面,從刀具基準面采用進給速度再次下降至下一段待鉆起始點,切換為刀具進刀速度下鉆,采用分段變速鉆孔的方式,自由設定分段的段長以及分段段數,解決分段鉆效率較低以及分段方式單一不能滿足不同鉆孔工藝的問題。
技術特征:
1.一種pcb板分段鉆加工方法,其特征在于,包括:
2.根據權利要求1所述的pcb板分段鉆加工方法,其特征在于,按距離自由設定每段板材的段長,每段段長可相同或不同。
3.根據權利要求2所述的pcb板分段鉆加工方法,其特征在于,根據設定的每段段長及分段段數形成分段指令,刀具根據所述分段指令對應每段下鉆距離以及下鉆次數。
4.根據權利要求3所述的pcb板分段鉆加工方法,其特征在于,所述分段指令包括設定一定段數段長不同和/或設定一定段數段長相同。
5.根據權利要求1所述的pcb板分段鉆加工方法,其特征在于,所述刀具基準面位于板材上方。
6.根據權利要求1所述的pcb板分段鉆加工方法,其特征在于,根據設定的刀具參數,獲取刀具的進刀速度。
7.根據權利要求1所述的pcb板分段鉆加工方法,其特征在于,從刀具基準面再次采用進給速度下降至下一段待鉆點包括:刀具從刀具基準面下降至板面以及已被鉆過的段長,即刀具下降至上一次已鉆段的結束位置和未鉆段的起始位置的交界處。
8.一種加工系統(tǒng),其特征在于,包括:
9.根據權利要求8所述的加工系統(tǒng),其特征在于:還包括分段指令單元,所述分段指令單元用于設定分段方式、每段分段段長以及分段次數。
10.根據權利要求9所述的加工系統(tǒng),其特征在于,所述鉆孔單元根據分段指令控制刀具在對應分段的下鉆距離以及刀具分段鉆孔次數。
技術總結
本發(fā)明提供一種PCB板分段鉆加工方法,包括:獲取刀具的進給速度和進刀速度;刀具采用進給速度移動至板材最上層待鉆點,將進給速度切換為進刀速度,采用進刀速度對一段板材進行加工;每對一段板材加工完成后控制刀具返回刀具基準面,鉆下一段時刀具從刀具基準面再次采用進給速度移動至下一段的待鉆起點,切換為進刀速度對下一段板材進行加工,循環(huán)至刀具下鉆至最終深度,以及提供一種加工系統(tǒng)。通過控制刀具在每完成一段鉆孔后返回至刀具基準面,從刀具基準面采用進給速度下降至下一段板材的待鉆起始點,切換為刀具進刀速度下鉆,采用了分段變速鉆孔的方式,有效提高分段鉆的加工效率,減少慢進刀的時間,同時擴展分段鉆的分段指令,自由設定分段鉆的段長以及分段段數,滿足不同鉆孔工藝加工需求。
技術研發(fā)人員:曹誠,黃筱寅,陳彬,黃齊齊
受保護的技術使用者:蘇州維嘉科技股份有限公司
技術研發(fā)日:
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!