點焊接頭、點焊接頭的制造方法及汽車部件與流程
本發明涉及點焊接頭、點焊接頭的制造方法及汽車部件。本技術基于2022年12月23日在日本技術的特愿2022-206636號而主張優先權,并將其內容援引于此。
背景技術:
1、鋅系鍍層具有通過替化防蝕效果而飛躍地提高鋼材的耐蝕性的作用。因此,鋅系鍍層作為各種鋼材的表面處理層而被使用。
2、例如在專利文獻1中公開了一種zn-al-mg系鍍覆鋼板,其中,基體鋼板具有下述組成:以質量%計含有c:0.05~0.25%、si:1.5%以下、mn:1~2%、n:0.005%以下、ti:3.43×n~0.05%、b:0.0003~0.01%、cr:0.5~2%,根據需要進一步含有nb:0.3%以下、v:1%以下、mo:1%以下、zr:1%以下中的1種以上,剩余部分為fe及不可避免的雜質,mn+1.29cr≥2.05,基體鋼板包含鐵素體相+5體積%以上的馬氏體相,基體鋼板的mn偏析為滿足mn最大濃度(質量%)/mn最小濃度(質量%)≤2的范圍,所述鍍覆鋼板的抗拉強度為590mpa以上,屈服比低于0.7。
3、在專利文獻2中公開了一種熱浸鍍鋅鋼板,其中,在母材鋼板的至少一個表面具有熱浸鍍鋅層,上述母材鋼板具有規定的組成,以體積分率計含有鐵素體:0%~50%、殘余奧氏體:0%~30%、回火馬氏體:5%以上、初生馬氏體:0%~10%及珠光體與滲碳體的合計:0%~5%,在存在剩余組織的情況下,上述剩余組織包含貝氏體,原奧氏體晶界處的b原子的濃度為2.0atm%以上,并且,平均有效結晶粒徑為7.0μm以下。
4、在專利文獻3中公開了一種高強度鋼板,其具有下述成分組成:含有c、si、mn、p、s、al、n,并且[%si]、[%mn]、[%p]、[%mo]及[%cr]滿足規定的關系,剩余部分包含fe及不可避免的雜質,并具有下述鋼組織:具有鐵素體、回火馬氏體及貝氏體、淬火馬氏體、殘余奧氏體,鋼板中的擴散性氫量為0.60質量ppm以下,表層軟化厚度為5μm以上且150μm以下,以及高溫拉伸試驗后的鋼板表層的對應晶界頻率為0.45以下,所述高強度鋼板的抗拉強度為1180mpa以上。
5、在專利文獻4中公開了一種點焊構件,其是多張鋼板被點焊而成的點焊構件,上述多張鋼板中的至少1個為在表面不具有鍍層的抗拉強度為780mpa以上的高強度冷軋鋼板,上述多張鋼板中的至少1個為在表面具有鋅系鍍層的鋅系鍍覆鋼板,點焊部的塑性金屬環區(corona?bond)的內部中的表層zn濃度為1質量%以上且低于25質量%。
6、現有技術文獻
7、專利文獻
8、專利文獻1:日本特開2009-228079號公報
9、專利文獻2:國際公開第2020/162561號
10、專利文獻3:國際公開第2021/019947號
11、專利文獻4:日本特開2020-179413號公報
技術實現思路
1、發明所要解決的課題
2、在鋅系鍍覆鋼板的焊接時,lme(liquid?metal?embrittlement:液態金屬脆化)開裂成為問題。鋅系鍍層的主要成分即zn通過焊接熱而熔融,擴散侵入至鋼板的晶界處而使晶界脆化。此外,在通過焊接熱而被加熱的焊接部,起因于由溫度降低引起的母材及焊縫金屬的熱收縮而被導入拉伸應力。lme開裂是因熔融鋅而脆化的晶界通過導入至焊接部的拉伸應力(或拉伸應變)而開裂的現象。
3、此外,即使是在裸鋼板、即不具有鍍層的鋼板中,有時也會因與鋅系鍍覆鋼板疊合地被焊接而產生lme開裂。因為若對裸鋼板在鋅系鍍層接觸的狀態下施加焊接熱,則熔融的鋅會擴散侵入至裸鋼板的晶界處。在專利文獻4中,不具有鋅系鍍層的鋼板中產生的lme開裂被稱為“獲得lme開裂(日語原文為:もらいlme割れ)”。
4、根據專利文獻1中公開的zn-al-mg系鋼板,即使是嚴酷的焊接條件,也能夠穩定地抑制熔融金屬脆化開裂。此外,在專利文獻1中,記載了下述主旨:通過b在晶界處偏析而提高原子間結合力,可抑制熔融金屬脆化開裂。然而,關于用于抑制lme開裂的結晶粒徑及焊接條件等,在專利文獻1中未作任何研究。
5、根據專利文獻2中公開的熱浸鍍鋅鋼板,壓制成形性及塑性加工后的耐氫脆特性提高。然而,在專利文獻2中,關于lme開裂未作任何研究。
6、專利文獻3中公開的高強度鋼板被視為耐lme特性優異。此外,在專利文獻3中,公開了下述主旨:通過將高溫拉伸試驗后的鋼板表層的對應晶界頻率控制為0.45以下,并且將表層軟化厚度控制為5μm以上且150μm以下,從而耐lme特性提高。然而,關于用于抑制lme開裂的晶界特性、焊接部的結晶粒徑及焊接條件等,在專利文獻3中未作任何研究。
7、就專利文獻4中公開的點焊構件而言,被視為能夠抑制獲得lme開裂。此外,在專利文獻4中,公開了下述主旨:通過控制點焊部的塑性金屬環區的內部中的表層zn濃度,能夠抑制獲得lme開裂的產生。然而,在專利文獻4中,必須將塑性金屬環區的內部中的表層zn濃度設定為規定范圍內,鋅系鍍層的成分被限定。關于不管鋅系鍍層的成分如何都能夠抑制lme開裂的lme開裂抑制手段,在專利文獻4中未作任何研究。
8、鑒于以上的情況,本發明的課題是提供具有高的接合強度、并且抑制了lme開裂的點焊接頭及其制造方法、以及抑制了lme開裂的汽車部件。
9、用于解決課題的手段
10、本發明的主旨為以下那樣。
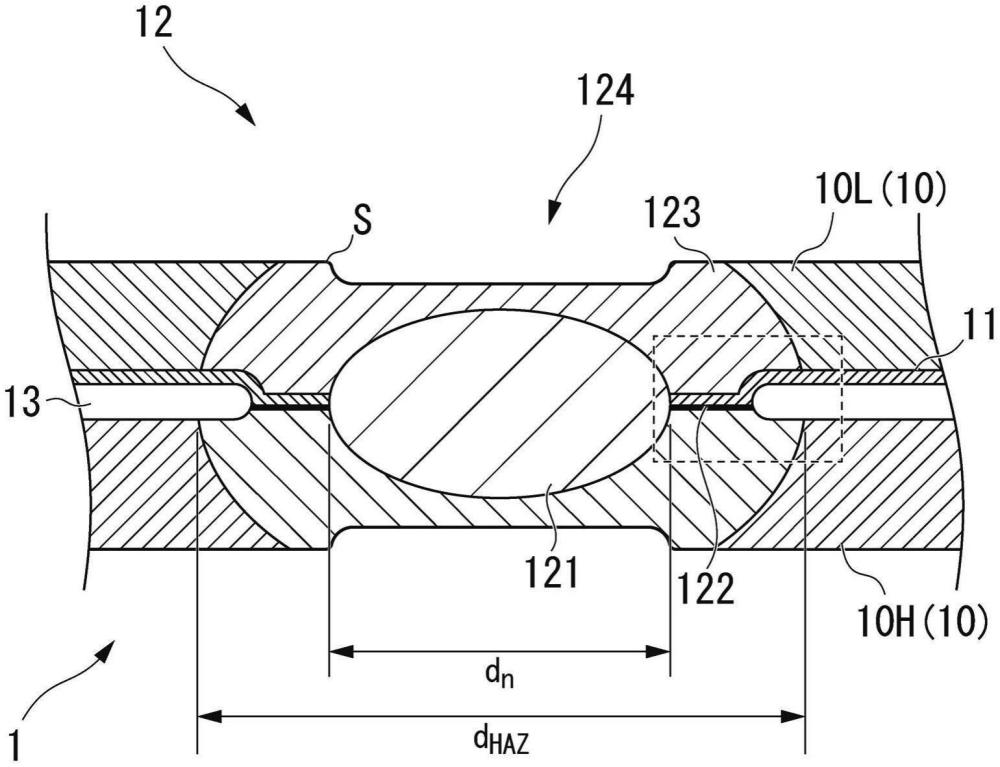
11、(1)本發明的一個方案的點焊接頭具備:多張鋼板,其是重疊的多張鋼板,其中的一張以上為抗拉強度為980mpa以上的高強度鋼板;焊接部,其包含將上述鋼板接合的熔核、以及上述熔核的周圍的熱影響部及塑性金屬環區;和鋅系鍍層,其至少配置于上述鋼板的疊合面,并且與一張以上的上述高強度鋼板相接觸,其中,上述熔核的直徑為4.0√tave以上,tave是多張上述鋼板的以單位mm計的合計厚度除以2而得到的值,在上述焊接部的外部,與上述鋅系鍍層相接觸的上述高強度鋼板的原奧氏體晶界處的b原子的濃度為2.0atm%以上,在上述焊接部的上述外部,與上述鋅系鍍層相接觸的上述高強度鋼板的平均有效結晶粒徑為7.0μm以下,在形成于配置有上述鋅系鍍層的上述疊合面的上述塑性金屬環區的外側端部及形成于配置有上述鋅系鍍層的表面的壓痕的周緣部處,上述高強度鋼板的上述熱影響部的平均有效結晶粒徑為15.0μm以下。
12、(2)優選的是,在上述(1)所述的點焊接頭中,在上述鋼板的上述疊合面中所測定的上述熱影響部的直徑為上述熔核的上述直徑的1.30倍以下。
13、(3)本發明的另一方案的點焊接頭的制造方法具備以下工序:在夾持多張鋼板的一對電極中流通焊接電流的正式通電工序,上述多張鋼板是重疊的多張鋼板,其中一張以上為抗拉強度980mpa以上的高強度鋼板,在其一張以上的表面設置有鋅系鍍層,上述鋅系鍍層至少配置于上述鋼板的疊合面,并且上述鋅系鍍層與一張以上的上述高強度鋼板相接觸;和在中止對一對上述電極通電的狀態下,保持由一對上述電極產生的上述鋼板的加壓力的保持工序,其中,與上述鋅系鍍層相接觸的上述高強度鋼板的原奧氏體晶界處的b原子的濃度為2.0atm%以上,與上述鋅系鍍層相接觸的上述高強度鋼板的平均有效結晶粒徑為7.0μm以下,所述制造方法滿足式1、式2及式3。
14、0.13×tave≤tw≤0.17×tave?????????(式1)
15、1.90≤iw×tw≤2.24??????????????????(式2)
16、2400×tave≤pw??????(式3)
17、其中,tave是多張上述鋼板的以單位mm計的合計厚度除以2而得到的值,tw是上述正式通電工序中的以單位s計的通電時間,iw是上述正式通電工序中的以單位ka計的焊接電流值,pw是上述正式通電工序中的以單位n計的加壓力。
18、(4)優選的是,在上述(3)所述的點焊接頭的制造方法中,上述保持工序中的保持時間th滿足式4。
19、0.08×tave2≤th≤0.42×tave2???(式4)
20、其中,th是上述保持工序中的保持時間,tave是多張上述鋼板的以單位mm計的上述合計厚度除以2而得到的值。
21、(5)優選的是,在上述(3)或(4)所述的點焊接頭的制造方法中,將上述正式通電工序設定為脈沖通電。
22、(6)本發明的另一方案的汽車部件具備上述(1)或(2)所述的點焊接頭。
23、發明效果
24、根據本發明,能夠提供具有高的接合強度、并且抑制了lme開裂的點焊接頭及其制造方法、以及抑制了lme開裂的汽車部件。
- 還沒有人留言評論。精彩留言會獲得點贊!