一種顯示器背板邊框結(jié)構(gòu)折彎成型系統(tǒng)的制作方法
本發(fā)明涉及顯示器背板加工設(shè)備,特別是一種顯示器背板邊框結(jié)構(gòu)折彎成型系統(tǒng)。
背景技術(shù):
1、顯示器背板是顯示器的重要組成部件,起到對顯示屏的承載和保護(hù)作用,其邊框結(jié)構(gòu)與顯示屏組件緊密配合,故而背板的邊框的結(jié)構(gòu)以及精度,對顯示器的結(jié)構(gòu)穩(wěn)定以及整體質(zhì)量起到至關(guān)重要的作用。f折邊框是一種強(qiáng)度較高的邊框結(jié)構(gòu),通常通過多臺設(shè)備多次折彎加工成型,影響加工效率,而一些一次成型設(shè)備,雖能夠一步到位,但由于需一次成型復(fù)雜結(jié)構(gòu),模具結(jié)構(gòu)設(shè)計(jì)復(fù)雜,對于模具位置精度的控制較為困難,精度難以保證,進(jìn)而對f折邊框結(jié)構(gòu)的成型精度造成影響。
技術(shù)實(shí)現(xiàn)思路
1、發(fā)明目的:為了克服現(xiàn)有技術(shù)中存在的不足,本發(fā)明提供一種顯示器背板邊框結(jié)構(gòu)折彎成型系統(tǒng),保證背板多側(cè)邊f(xié)折邊框結(jié)構(gòu)的成型精度。
2、技術(shù)方案:為實(shí)現(xiàn)上述目的,本發(fā)明的一種顯示器背板邊框結(jié)構(gòu)折彎成型系統(tǒng),包括中心定位臺,用于定位放置背板,所述中心定位臺邊緣設(shè)置有內(nèi)模板,所述背板側(cè)邊折彎為f折邊框結(jié)構(gòu)后同時與所述內(nèi)模板的上端面、下端面以及外側(cè)面貼合;
3、所述中心定位臺外側(cè)對應(yīng)于其上背板需成型f折的側(cè)邊設(shè)置有折彎機(jī)構(gòu),所述折彎機(jī)構(gòu)用于由外至內(nèi)的將所述背板側(cè)邊逐段彎折為f折邊框結(jié)構(gòu),多個所述折彎機(jī)構(gòu)通過液壓系統(tǒng)控制同步動作;
4、所述折彎機(jī)構(gòu)包括支撐組件、壓緊機(jī)構(gòu)和沖壓組件,所述支撐組件升降設(shè)置,其上升至上限位置時,其上端面與所述內(nèi)模板的上端面齊平;
5、所述沖壓組件包括多個沖塊,多個所述沖塊按沖壓動作順序依次設(shè)置有上沖塊、第一下沖塊、側(cè)沖塊以及第二下沖塊;
6、所述壓緊機(jī)構(gòu)與第一下沖塊和第二下沖塊三者構(gòu)成施壓組件,所述施壓組件用于壓緊所述背板側(cè)邊在所述支撐組件上;
7、所述支撐組件為多升降模塊的拼接結(jié)構(gòu),多個所述升降模塊、多個所述沖塊以及壓緊機(jī)構(gòu)通于所述液壓系統(tǒng)控制動作配合,用于構(gòu)成各段折彎動作對應(yīng)的凹模結(jié)構(gòu)。
8、進(jìn)一步地,所述上沖塊與所述支撐組件的外側(cè)面貼合,所述上沖塊與所述支撐組件外側(cè)面通過第一限位結(jié)構(gòu)配合滑動,所述第一限位結(jié)構(gòu)用于限制所述上沖塊的滑動上限位置;所述上沖塊內(nèi)側(cè)面與所述施壓組件外測面之間的間距為一個背板側(cè)邊厚度。
9、進(jìn)一步地,所述支撐組件包括最外側(cè)的第一支撐單元和其內(nèi)側(cè)的第二支撐單元,所述第一支撐單元和所述第二支撐單元間通過第二限位結(jié)構(gòu)配合滑動,所述第二限位結(jié)構(gòu)用于限制所述第一支撐單元相對所述第二支撐單元的滑動下限位置。
10、進(jìn)一步地,所述施壓組件由外至內(nèi)依次為所述第一下沖塊、第二下沖塊和壓緊機(jī)構(gòu),所述第一下沖塊與所述第二下沖塊的外側(cè)面貼靠滑動配合,所述第一下沖塊的寬度為所述f折的對折部分寬度。
11、進(jìn)一步地,所述第一下沖塊與所述第二下沖塊的外側(cè)面通過第三限位結(jié)構(gòu)配合滑動,所述第三限位結(jié)構(gòu)用于限制所述第一下沖塊的滑動下限位置。
12、進(jìn)一步地,所述支撐組件還包括第三支撐單元,所述第三支撐單元位于所述第二支撐單元內(nèi)側(cè),所述側(cè)沖塊橫向推進(jìn)靠近所述第三支撐單元。
13、進(jìn)一步地,所述壓緊機(jī)構(gòu)壓緊所述背板側(cè)邊在所述內(nèi)模板上端面,所述第二下沖塊貼合所述壓緊機(jī)構(gòu)外側(cè)面升降滑移,所述內(nèi)模板下方設(shè)置有整形塊,所述整形塊貼合所述中心定位臺側(cè)壁升降設(shè)置。
14、進(jìn)一步地,所述第一限位結(jié)構(gòu)、第二限位結(jié)構(gòu)以及第三限位結(jié)構(gòu)三者在限位位置均設(shè)置有感應(yīng)模塊,依次對應(yīng)為第一感應(yīng)模塊、第二感應(yīng)模塊和第三感應(yīng)模塊,所述第一感應(yīng)模塊控制信號傳輸連接至所述上沖塊和所述第一支撐單元的液壓閥,所述第二感應(yīng)模塊控制信號傳輸連接至所述第一下沖塊的液壓閥,所述第三感應(yīng)模塊控制信號傳輸連接至上沖塊、第一支撐單元、第二支撐單元、第一下沖塊以及側(cè)沖塊的液壓閥。
15、進(jìn)一步地,包括以下步驟:
16、s1、所述支撐組件上移至極限位置,定位放置背板在所述中心定位臺;
17、s2、所述施壓組件壓緊所述背板側(cè)邊在所述支撐組件和內(nèi)模板上;
18、s3、所述上沖塊上移推進(jìn)至極限位置,完成ⅰ段折彎;
19、s4、所述上沖塊、第一支撐單元下移至第二限位結(jié)構(gòu)限位位置,構(gòu)成ⅱ段一次折彎凹模;
20、s5、所述第一下沖塊下移推進(jìn)至極限位置,完成ⅱ段一次折彎;
21、s6、所述上沖塊、第一支撐單元、第二支撐單元、第一下沖塊回退至初始位置,所述側(cè)沖塊橫移推進(jìn)至壓緊所述ⅰ段與所述第三支撐單元外側(cè)面貼合,完成ⅱ段二次折彎;
22、s7、所述側(cè)沖塊和所述第三支撐單元回退至初始位置,所述第二下沖塊下移推進(jìn)至極限位置,推靠所述背板側(cè)邊ⅲ段與所述內(nèi)模板外側(cè)面貼靠,推靠所述背板側(cè)邊ⅰ段與所述內(nèi)模板下端面貼靠,完成ⅲ段折彎;
23、s8、所述整形塊上移壓緊所述ⅰ段與所述內(nèi)模板下端面貼合,所述整形塊與所述第二下沖塊側(cè)向限位所述ⅱ段與所述ⅲ段貼合,完成f折整形;
24、s9、所述第二下沖塊、所述整形塊回退至初始位置,所述內(nèi)模板相對所述中心定位臺橫移脫離所述f折邊框結(jié)構(gòu)內(nèi)側(cè)面,隨后從中心定位臺上取下成型有述f折邊框結(jié)構(gòu)的背板。
25、有益效果:本發(fā)明的一種顯示器背板邊框結(jié)構(gòu)折彎成型系統(tǒng),通過支撐組件和壓緊組件將側(cè)邊無需折彎部分的板料夾持保持原狀,將需要折彎段的折痕位于夾持部分的最外側(cè)邊緣,由對應(yīng)步驟的沖塊完成對應(yīng)折彎段的彎折,保證每次折彎僅影響當(dāng)前折痕位置的材料流動,側(cè)邊其他部分的材料流動影響極小。將f折的三處彎折分解為四個折彎動作步驟,由外至內(nèi)的依次完成,且每次折彎均保持對當(dāng)前折痕內(nèi)側(cè)料材的弱影響,對當(dāng)前折痕處的高精度成型,以及對當(dāng)前折痕外側(cè)已成型部分的再整形,從而確保最終所成型的f折邊框結(jié)構(gòu)的成型精度和質(zhì)量
技術(shù)特征:
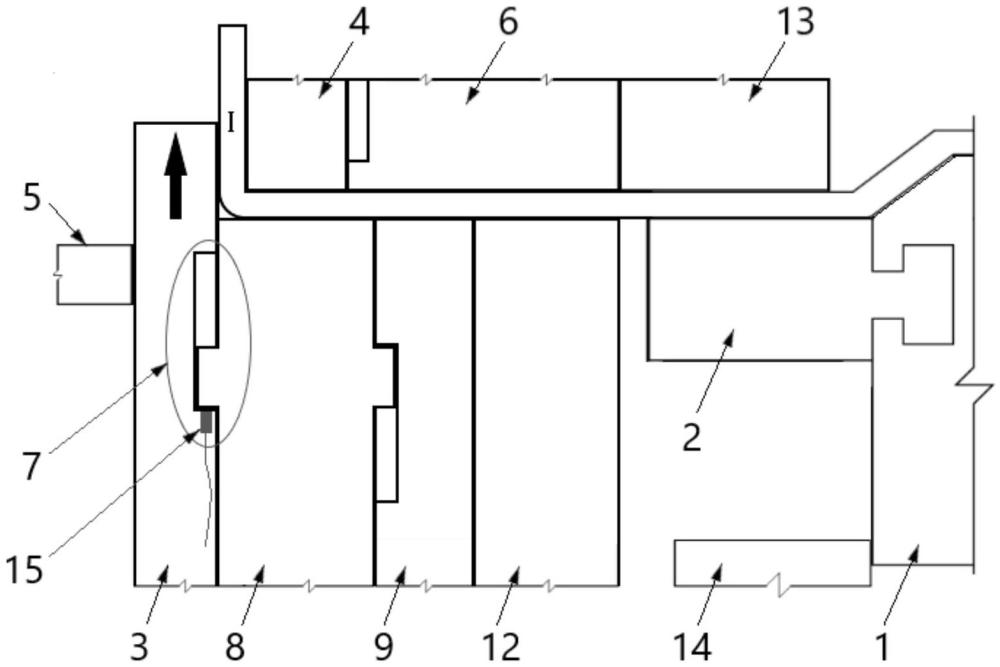
1.一種顯示器背板邊框結(jié)構(gòu)折彎成型系統(tǒng),其特征在于:包括中心定位臺(1),用于定位放置背板,所述中心定位臺(1)邊緣設(shè)置有內(nèi)模板(2),所述背板側(cè)邊折彎為f折邊框結(jié)構(gòu)后同時與所述內(nèi)模板(2)的上端面、下端面以及外側(cè)面貼合;
2.根據(jù)權(quán)利要求1所述的一種顯示器背板邊框結(jié)構(gòu)折彎成型系統(tǒng),其特征在于:所述上沖塊(3)與所述支撐組件的外側(cè)面貼合,所述上沖塊(3)與所述支撐組件外側(cè)面通過第一限位結(jié)構(gòu)(7)配合滑動,所述第一限位結(jié)構(gòu)(7)用于限制所述上沖塊(3)的滑動上限位置;所述上沖塊(3)內(nèi)側(cè)面與所述施壓組件外測面之間的間距為一個背板側(cè)邊厚度。
3.根據(jù)權(quán)利要求2所述的一種顯示器背板邊框結(jié)構(gòu)折彎成型系統(tǒng),其特征在于:所述支撐組件包括最外側(cè)的第一支撐單元(8)和其內(nèi)側(cè)的第二支撐單元(9),所述第一支撐單元(8)和所述第二支撐單元(9)間通過第二限位結(jié)構(gòu)(10)配合滑動,所述第二限位結(jié)構(gòu)(10)用于限制所述第一支撐單元(8)相對所述第二支撐單元(9)的滑動下限位置。
4.根據(jù)權(quán)利要求3所述的一種顯示器背板邊框結(jié)構(gòu)折彎成型系統(tǒng),其特征在于:所述施壓組件由外至內(nèi)依次為所述第一下沖塊(4)、第二下沖塊(6)和壓緊機(jī)構(gòu)(13),所述第一下沖塊(4)與所述第二下沖塊(6)的外側(cè)面貼靠滑動配合,所述第一下沖塊(4)的寬度為所述f折的對折部分寬度。
5.根據(jù)權(quán)利要求4所述的一種顯示器背板邊框結(jié)構(gòu)折彎成型系統(tǒng),其特征在于:所述第一下沖塊(4)與所述第二下沖塊(6)的外側(cè)面通過第三限位結(jié)構(gòu)(11)配合滑動,所述第三限位結(jié)構(gòu)(11)用于限制所述第一下沖塊(4)的滑動下限位置。
6.根據(jù)權(quán)利要求5所述的一種顯示器背板邊框結(jié)構(gòu)折彎成型系統(tǒng),其特征在于:所述支撐組件還包括第三支撐單元(12),所述第三支撐單元(12)位于所述第二支撐單元(9)內(nèi)側(cè),所述側(cè)沖塊(5)橫向推進(jìn)靠近所述第三支撐單元(12)。
7.根據(jù)權(quán)利要求6所述的一種顯示器背板邊框結(jié)構(gòu)折彎成型系統(tǒng),其特征在于:所述壓緊機(jī)構(gòu)(13)壓緊所述背板側(cè)邊在所述內(nèi)模板(2)上端面,所述第二下沖塊(6)貼合所述壓緊機(jī)構(gòu)(13)外側(cè)面升降滑移,所述內(nèi)模板(2)下方設(shè)置有整形塊(14),所述整形塊(14)貼合所述中心定位臺(1)側(cè)壁升降設(shè)置。
8.根據(jù)權(quán)利要求7所述的一種顯示器背板邊框結(jié)構(gòu)折彎成型系統(tǒng),其特征在于:所述第一限位結(jié)構(gòu)(7)、第二限位結(jié)構(gòu)(10)以及第三限位結(jié)構(gòu)(11)三者在限位位置均設(shè)置有感應(yīng)模塊,依次對應(yīng)為第一感應(yīng)模塊(15)、第二感應(yīng)模塊(16)和第三感應(yīng)模塊(17),所述第一感應(yīng)模塊(15)控制信號傳輸連接至所述上沖塊(3)和所述第一支撐單元(8)的液壓閥,所述第二感應(yīng)模塊(16)控制信號傳輸連接至所述第一下沖塊(4)的液壓閥,所述第三感應(yīng)模塊(17)控制信號傳輸連接至上沖塊(3)、第一支撐單元(8)、第二支撐單元(9)、第一下沖塊(4)以及側(cè)沖塊(5)的液壓閥。
9.根據(jù)權(quán)利要求1-8任意一項(xiàng)所述的一種顯示器背板邊框結(jié)構(gòu)折彎成型系統(tǒng)的沖壓成型工藝方法,其特征在于,包括以下步驟:
技術(shù)總結(jié)
本發(fā)明公開了一種顯示器背板邊框結(jié)構(gòu)折彎成型系統(tǒng),包括中心定位臺,其邊緣設(shè)置有內(nèi)模板;所述中心定位臺外側(cè)設(shè)置有折彎機(jī)構(gòu),所述折彎機(jī)構(gòu)用于由外至內(nèi)的將所述背板側(cè)邊逐段彎折為F折邊框結(jié)構(gòu);所述折彎機(jī)構(gòu)包括支撐組件、壓緊機(jī)構(gòu)和沖壓組件;所述沖壓組件包括多個沖塊,多個所述沖塊按沖壓動作順序依次設(shè)置有上沖塊、第一下沖塊、側(cè)沖塊以及第二下沖塊;所述壓緊機(jī)構(gòu)與第一下沖塊和第二下沖塊三者構(gòu)成施壓組件;所述支撐組件為多升降模塊的拼接結(jié)構(gòu),多個所述升降模塊、多個所述沖塊以及壓緊機(jī)構(gòu)通于所述液壓系統(tǒng)控制動作配合,用于構(gòu)成各段折彎動作對應(yīng)的凹模結(jié)構(gòu)。本發(fā)明保證背板多側(cè)邊F折邊框結(jié)構(gòu)的成型精度。
技術(shù)研發(fā)人員:王強(qiáng),張鑫
受保護(hù)的技術(shù)使用者:江蘇凡潤電子有限公司
技術(shù)研發(fā)日:
技術(shù)公布日:2025/3/10
- 還沒有人留言評論。精彩留言會獲得點(diǎn)贊!