一種太陽能電池陣元器件的焊接裝置及方法與流程
本發明涉及太陽能電池陣元器件領域,尤其是一種太陽能電池陣元器件的焊接裝置及方法。
背景技術:
1、在太陽能電池陣的制作過程中,太陽能電池陣元器件之間的連接包括導線與銀箔(可伐鍍銀)的連接,元器件與銀箔(可伐鍍銀)的連接等。在連接的過程中,常采用軟釬焊技術,但是,該軟釬焊技術存在以下缺點:一、軟釬焊所使用的焊料在極端低溫條件下存在“冷脆性”,當經歷數萬次的冷熱交替后,軟釬焊會發生熱疲勞失效,進而導致焊接組件壽命的降低;二、軟釬焊所使用的焊料熔點低,僅為260℃~300℃,容易在太空環境中使得焊接組件斷連,使得焊接后的組件穩定性不高;三、軟釬焊人工焊接方式效率低下、焊接后質量不可控、焊接歷史信息追溯困難。
2、因此,考慮到焊接過程中存在的上述問題,需要改變太陽能電池陣元器件的焊接方式,以提高太陽能電池陣元器件焊接工藝的穩定性和焊點的可靠性。
技術實現思路
1、本發明的目的是提供一種太陽能電池陣元器件的焊接裝置及方法,采用自動化手段完成太陽能電池陣元器件中的二極管和二極管互連片之間的電阻焊,從而提高焊接后的太陽能電池陣元器件的適應性和可靠性。
2、為達到上述目的,本發明提供了一種太陽能電池陣元器件的焊接裝置,用于焊接二極管和二極管互連片以形成太陽能電池陣元器件,該焊接裝置包括:
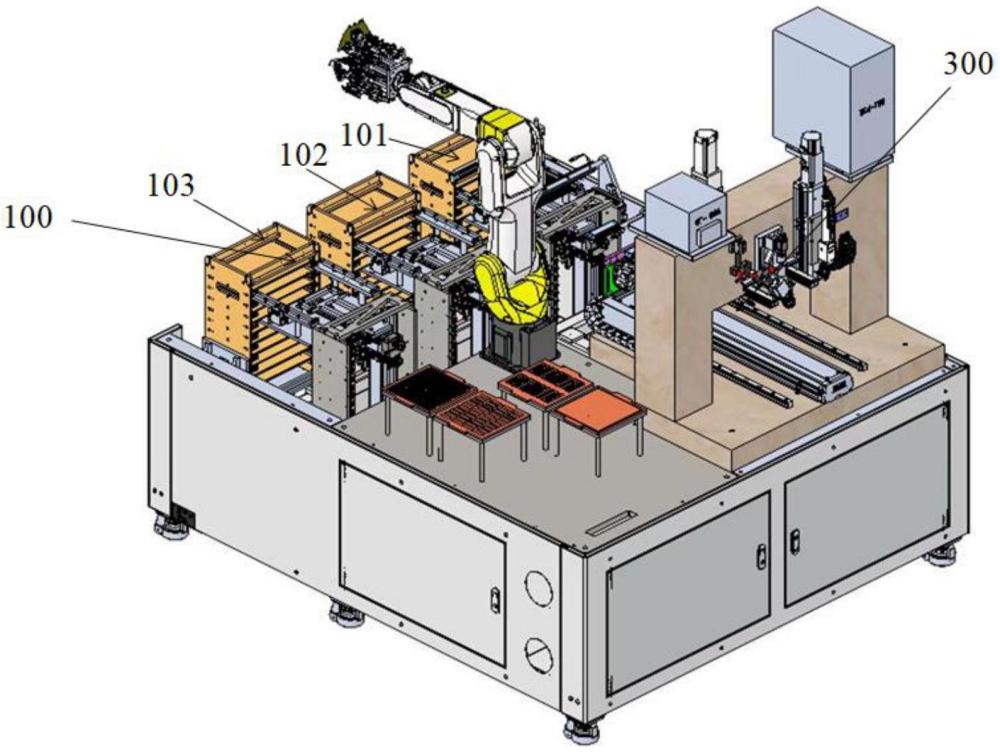
3、上下料模塊,用于對二極管和二極管互連片進行上料,并對焊接后的太陽能電池陣元器件進行下料;
4、焊接模塊,設置于所述上下料模塊的一側,承接并焊接所述二極管和二極管互連片;
5、測試監控模塊,與所述上下料模塊、焊接模塊通信連接,對焊接全過程進行監測、信息收集及交互;
6、自動化控制模塊,包含plc控制器,該自動化控制模塊與所述上下料模塊、焊接模塊以及測試監控模塊通信連接,對上下料動作、焊接動作及測試監控過程進行控制;
7、上位計算機系統,與所述上下料模塊、焊接模塊、測試監控模塊、自動化控制模塊通信連接,以控制整個焊接過程。
8、可選的,所述上下料模塊包含:第一上料倉,包含多層第一上料倉盤,每一所述第一上料倉盤分別用于放置不同型號的二極管;
9、第二上料倉,平行設置于所述第一上料倉的一側,所述第二上料倉包含多層第二上料倉盤,每一所述第二上料倉盤分別用于放置不同型號的二極管互連片;
10、下料倉,平行設置于所述第二上料倉遠離所述第一上料倉的一側,所述下料倉包含多層下料倉盤,每一所述下料倉盤分別用于放置不同型號的所述焊接后的太陽能電池陣元器件;
11、機械手,設置于正對于所述第二上料倉的位置,并與所述plc控制器通信連接,用于上料時抓取所述焊接前的二極管和二極管互連片到所述焊接模塊,以及下料時抓取焊接后的太陽能電池陣元器件到所述下料倉。
12、可選的,所述第一上料倉、所述第二上料倉均與所述plc控制器相連,通過所述plc控制器的控制指令自動托出第一上料倉內指定層的第一上料倉盤和第二上料倉內指定層的第二上料倉盤;
13、所述下料倉與所述plc控制器相連,通過所述plc控制器的控制指令自動托出下料倉內指定層的下料倉盤。
14、可選的,所述機械手內置第一ccd定位裝置,該第一ccd定位裝置與所述上位計算機系統通信連接,以將拍攝并識別到的所述二極管和二極管互連片的信息上傳到所述上位計算機系統。
15、可選的,所述焊接模塊包含:
16、焊接平臺,與所述plc控制器通信連接,以放置所述焊接前的二極管和二極管互連片,并在焊接完成后移動至所述測試監控模塊;
17、第二ccd定位裝置,與所述上位計算機系統通信連接,以拍攝二極管和二極管互連片的形狀、尺寸和位置信息,并發送給上位計算機系統以計算出焊點位置;
18、焊接治具,設置于所述焊接平臺上,以將所述二極管和二極管互連片從所述機械手上轉移到所述焊接平臺;
19、預壓機構,設置于所述焊接平臺上,并與所述plc控制器通信連接,以將轉移后的二極管和二極管互連片預壓平整;
20、焊頭,安裝于所述焊接平臺上,所述焊頭包含焊接電極,以將所述焊接前的二極管和所述二極管互連片焊接;
21、焊頭運動機構,其一端與所述焊頭相連,另一端與所述plc控制器相連,以移動所述焊頭達到指定的焊接點;
22、焊接電源,其一端與所述plc控制器通信連接,另一端與所述焊頭內的焊接電極電連接,為所述焊接電極提供電源;
23、力傳感器,位于所述焊接平臺內,感應由所述焊頭對所述二極管和所述二極管互連片產生的下壓力;
24、壓力監測儀,其一端與所述力傳感器電連接,另一端與所述plc控制器通信連接,用于監測焊頭產生的下壓力,并產生電信號反饋給所述plc控制器。
25、可選的,所述焊接模塊還包含打磨機構;
26、所述打磨機構設置于所述焊接平臺上,與所述plc控制器連接,以打磨所述焊頭以加強焊接電極通過的焊接電流。
27、可選的,當所述壓力監測儀監測到所述焊頭的焊接壓力達到設定值時,則會產生電信號反饋給所述plc控制器,進而所述plc控制器控制所述焊頭運動機構停止向下運動,并控制所述焊接電源放電實施焊接;
28、當所述焊接電極的焊接電流低于設定值時,停止焊接,并調用所述打磨機構對焊接電極的電極端面進行打磨,以增強焊接電流。
29、可選的,所述測試監控模塊包含:
30、測試系統,包含拉力測試機,檢測焊接后的太陽能電池陣元器件的抗拉強度;
31、攝像頭,遠程監控焊接狀態;
32、測試監控網絡模塊,與所述測試系統、攝像頭和上位計算機系統三者間均通信連接,以收集并存儲焊接過程及測試結果信息。
33、可選的,所述焊頭運動機構控制所述焊頭在焊接中達到±0.1mm的焊接精度;所述焊頭和焊接治具的垂直度達到90°±1°;所述打磨機構的打磨方向與焊接電極的電極端面方向呈90°±1°。
34、本發明還提供了一種太陽能電池陣元器件的焊接方法,采用如上焊接裝置實現,該焊接方法包含如下步驟:
35、步驟s1,對所述焊接前的二極管和二極管互連片進行上料;
36、步驟s2,對所述二極管和二極管互連片進行焊點識別和高精度焊接;
37、步驟s3,對焊接后的太陽能電池陣元器件進行性能檢測;
38、步驟s4,對檢測后的太陽能電池陣元器件進行下料;
39、其中,所述步驟s1包含:
40、s1.1,通過上位計算機系統控制所述第一上料倉內指定層的第一上料倉盤和所述第二上料倉內指定層的第二上料倉盤的托出;
41、s1.2,通過所述機械手吸取位于托出層的第一上料倉盤內的特定型號的二極管和抓取位于托出層的第二上料倉盤內的特定型號的二極管互連片;
42、s1.3,通過焊接治具將所述二極管和二極管互連片從所述機械手上轉移到所述焊接平臺上;
43、其中,所述步驟s2包含:
44、s2.1,通過預壓機構對轉移到所述焊接平臺上的二極管和二極管互連片進行預壓,以保證二極管和二極管互連片的平整;
45、s2.2,通過所述第二ccd定位裝置拍攝所述二極管和二極管互連片的形狀、尺寸和位置信息,并上傳到上位計算機系統,以通過所述上位計算機系統計算出針對所述型號的二極管和二極管互連片的焊接點的位置;
46、s2.3,所述上位計算機系統將計算出的焊接位置信息,發送給所述plc控制器;所述plc控制器控制所述焊頭運動機構運動,進而控制所述焊頭到達指定焊接點的正上方;
47、s2.4,所述plc控制器控制所述焊頭繼續向下運動,直到所述壓力監測儀監測到焊接壓力達到設定值時,所述焊頭停止向下運動,并控制焊接電源放電,進而所述焊頭按照預設的焊接壓力、焊接時間和焊接電壓實時焊接;
48、s2.5,當所述焊接電極的焊接電流低于設定值時,停止焊接,并調用所述打磨機構對焊接電極的電極端面進行打磨,以增強焊接電流;
49、其中,所述步驟s4包含:
50、s4.1,通過所述上位計算機系統控制所述下料倉內指定層的下料倉盤的托出;
51、s4.2,機械手抓取檢測后的太陽能電池陣元器件,放置到所述托出的下料倉盤內,結束下料。
52、綜上所述,與現有技術相比,本發明具有以下有益效果:
53、1、本發明提供的一種太陽能電池陣元器件的焊接裝置及方法,通過一套自動化的焊接裝置,對整個焊接過程進行控制、監控和監測,提高了焊點的定位精度、焊接工藝穩定性和焊接工藝的效率;
54、2、本發明提供的一種太陽能電池陣元器件的焊接裝置及方法,采用了信息化、智能化的手段,可實時跟蹤焊接前、焊接中和焊接后的太陽能電池陣元器件,為產品問題的追溯提供了保障。
- 還沒有人留言評論。精彩留言會獲得點贊!