一種高強度鋼成型模具的制作方法
本技術涉及高強度鋼沖壓模具,具體涉及一種高強度鋼成型模具。
背景技術:
1、沖壓成型模具是將金屬或非金屬板狀或片狀材料加工為所需要的產品形狀的一種工藝設備。例如,專利cn213856762u?一種高強度鋼板熱沖壓模具,其通過在凹模固定座與凸模固定座的兩側均設置固定孔且均安裝有液壓推桿,并通過液壓推桿與伸縮管來固定連接第一壓板與第二壓板,使得凹模固定座與凸模固定座均可通過液壓推桿對沖壓后的鋼板工件進行脫模。
2、然而,上述專利中高強度鋼在波浪成形的過程中,鋼板的邊緣處易由于局部劇烈折彎變形而產生微小的裂痕,對產品質量造成不利影響。
技術實現思路
1、本實用新型的目的在于克服上述技術不足,提出一種高強度鋼成型模具,解決現有技術中高強度鋼在波浪成形的過程中,鋼板的邊緣處易由于局部劇烈折彎變形而產生微小的裂痕,對產品質量造成不利影響的技術問題。
2、為達到上述技術目的,本實用新型采取了以下技術方案:
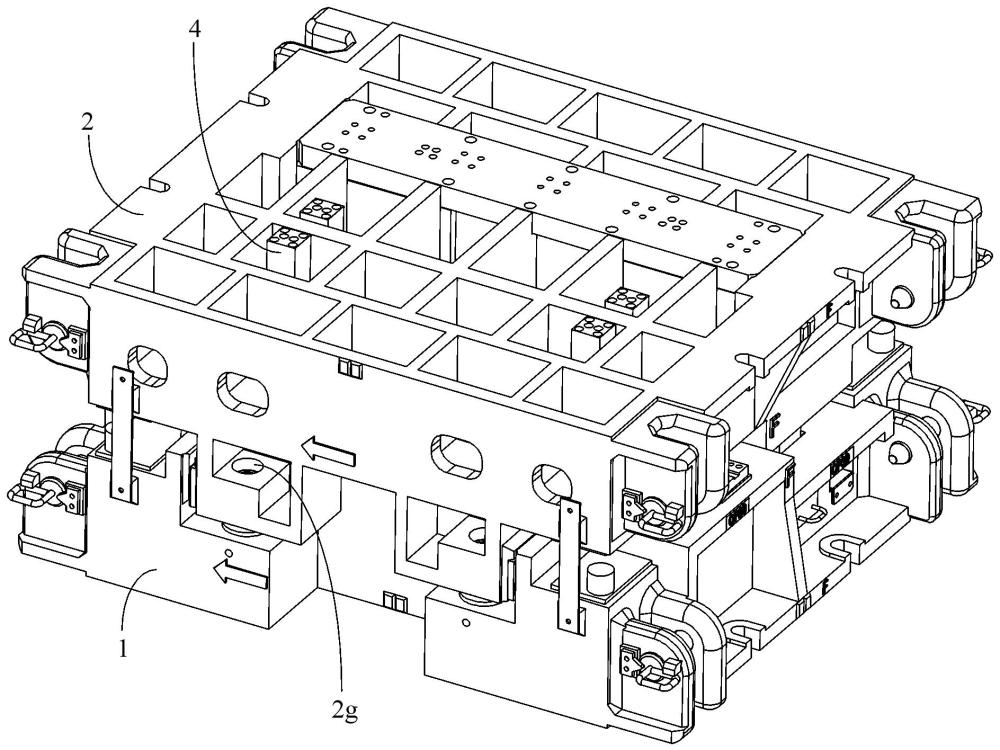
3、本實用新型提供了一種高強度鋼成型模具,包括:
4、第一模座,設有加工槽;
5、第二模座,位于所述第一模座設有所述加工槽的一側,并能夠靠近及遠離所述第一模座,且其靠近所述加工槽的側面設有加工塊,所述加工塊在所述第二模座靠近所述第一模座時伸入所述加工槽內;及
6、多組壓料塊,與所述加工塊設于所述第二模座的同側,并間隔圍設于所述加工塊的周側,各所述壓料塊彈性安裝于所述第二模座,并能夠沿靠近及遠離所述第一模座的方向彈性活動。
7、在一些實施例中,所述第二模座圍繞所述加工塊的周側間隔設有多個安裝通道,各所述安裝通道靠近所述第一模座的一端開口,以形成有連通口;
8、多組所述壓料塊分別彈性伸縮地設于多個所述安裝通道,且各所述壓料塊具有自所述連通口彈性伸出于所述安裝通道的初始狀態,并具有至少部分自所述連通口退縮于所述安裝通道的壓縮狀態。
9、在一些實施例中,各所述安裝通道遠離所述第一模座的一端開口,以形成有安裝口;
10、所述高強度鋼成型模具還包括多組安裝結構,多組所述安裝結構分別對應于多個所述安裝通道,且各所述安裝結構包括安裝座及彈性件,所述安裝座可拆卸地安裝于所述第二模座設有所述安裝口的一側,所述彈性連接所述安裝座及所述壓料塊,使得所述壓料塊能夠在所述初始狀態及所述壓縮狀態間切換。
11、在一些實施例中,所述第二模座設有所述安裝口的一側設有多組連接螺孔,多組所述連接螺孔對應于多個所述安裝通道,各所述安裝座對應所述連接螺孔設有通孔;
12、所述安裝結構還包括連接螺栓,所述連接螺栓穿設于所述通孔,并螺設于所述連接螺孔,使得所述安裝座可拆卸地安裝于所述第二模座。
13、在一些實施例中,所述安裝座設有連通所述安裝口的裝配孔,所述彈性件為設于所述裝配孔內的壓縮彈簧,所述壓料塊包括連接臂及緩沖塊,所述連接臂的一端自所述安裝口伸入所述裝配孔內,并連接于所述壓縮彈簧,另一端穿設于所述安裝通道,并伸出所述連通口,且連接所述緩沖塊。
14、在一些實施例中,所述壓料塊還包括連接座及固定螺栓,所述連接座連接于所述連接臂遠離所述安裝座的一端,且設有配合孔,所述緩沖塊對應所述配合孔設有固定螺孔,所述固定螺栓穿設于所述配合孔,并螺設于所述固定螺孔內。
15、在一些實施例中,所述第一模座設有多個限位塊,多個所述限位塊與所述加工槽位于所述第一模座的同側,且間隔圍設于所述加工槽的周側,用于限位物料;
16、所述第二模座對應多個所述限位塊設有多個避讓孔,在所述第二模座靠近所述第一模座時,各所述限位塊能夠伸入對應的所述避讓孔。
17、在一些實施例中,所述第一模座還設有物料定位桿,所述物料定位桿設于所述加工槽內,用以插設于物料的定位孔內。
18、在一些實施例中,所述第二模座靠近所述第一模座的一側設有模座定位孔,所述第一模座對應所述模座定位孔設有模座定位桿,在所述第二模座靠近所述第一模座時,所述模座定位桿能夠伸入所述模座定位孔內。
19、在一些實施例中,所述第一模座設有所述加工槽的一側還設有成型塊,所述第二模座設有所述加工塊的一側還設有成型槽,在所述第二模座靠近所述第一模座時,所述成型塊能夠伸入所述成型槽中。
20、與現有技術相比,本實用新型提供的高強度鋼成型模具在加工原材料料片時,先將料片置于第一模座上,并將料片的主體部位對應于加工槽,且料片的邊緣部位擱置于加工槽的端緣處;然后驅使第一模座及與第二模座相互靠近,此過程中,加工塊逐漸將料片對應加工槽的主體部位壓抵進入加工槽中,同時,壓料塊能夠彈性壓抵于料片擱置于加工槽端緣的邊緣部位。如此,加工塊在將料片的主體部位壓抵成型的過程中,壓料塊受料片的邊緣部位擠壓產生彈性活動,而料片的邊緣部位在壓料塊的反作用力下緩慢成型,從而能夠控制和減緩高強度鋼在波浪成型過程中邊緣局部劇烈變形,以降低或消除局部劇烈變形在材料邊緣產生的微小裂痕,提高產品質量。
技術特征:
1.一種高強度鋼成型模具,其特征在于,包括:
2.根據權利要求1所述的高強度鋼成型模具,其特征在于,所述第二模座圍繞所述加工塊的周側間隔設有多個安裝通道,各所述安裝通道靠近所述第一模座的一端開口,以形成有連通口;
3.根據權利要求2所述的高強度鋼成型模具,其特征在于,各所述安裝通道遠離所述第一模座的一端開口,以形成有安裝口;
4.根據權利要求3所述的高強度鋼成型模具,其特征在于,所述第二模座設有所述安裝口的一側設有多組連接螺孔,多組所述連接螺孔對應于多個所述安裝通道,各所述安裝座對應所述連接螺孔設有通孔;
5.根據權利要求3所述的高強度鋼成型模具,其特征在于,所述安裝座設有連通所述安裝口的裝配孔,所述彈性件為設于所述裝配孔內的壓縮彈簧,所述壓料塊包括連接臂及緩沖塊,所述連接臂的一端自所述安裝口伸入所述裝配孔內,并連接于所述壓縮彈簧,另一端穿設于所述安裝通道,并伸出所述連通口,且連接所述緩沖塊。
6.根據權利要求5所述的高強度鋼成型模具,其特征在于,所述壓料塊還包括連接座及固定螺栓,所述連接座連接于所述連接臂遠離所述安裝座的一端,且設有配合孔,所述緩沖塊對應所述配合孔設有固定螺孔,所述固定螺栓穿設于所述配合孔,并螺設于所述固定螺孔內。
7.根據權利要求1所述的高強度鋼成型模具,其特征在于,所述第一模座設有多個限位塊,多個所述限位塊與所述加工槽位于所述第一模座的同側,且間隔圍設于所述加工槽的周側,用于限位物料;
8.根據權利要求7所述的高強度鋼成型模具,其特征在于,所述第一模座還設有物料定位桿,所述物料定位桿設于所述加工槽內,用以插設于物料的定位孔內。
9.根據權利要求1所述的高強度鋼成型模具,其特征在于,所述第二模座靠近所述第一模座的一側設有模座定位孔,所述第一模座對應所述模座定位孔設有模座定位桿,在所述第二模座靠近所述第一模座時,所述模座定位桿能夠伸入所述模座定位孔內。
10.根據權利要求1所述的高強度鋼成型模具,其特征在于,所述第一模座設有所述加工槽的一側還設有成型塊,所述第二模座設有所述加工塊的一側還設有成型槽,在所述第二模座靠近所述第一模座時,所述成型塊能夠伸入所述成型槽中。
技術總結
本技術公開了一種高強度鋼成型模具,包括第一模座、第二模座及多組壓料塊;第一模座設有加工槽;第二模座位于第一模座設有加工槽的一側,并能夠靠近及遠離第一模座,且其靠近加工槽的側面設有加工塊,加工塊在第二模座靠近第一模座時伸入加工槽內;多組壓料塊與加工塊設于第二模座的同側,并間隔圍設于加工塊的周側,各壓料塊彈性安裝于第二模座,并能夠沿靠近及遠離第一模座的方向彈性活動。本方案能夠控制和減緩高強度鋼在波浪成型過程中邊緣局部劇烈變形,以降低或消除局部劇烈變形在材料邊緣產生的微小裂痕,提高產品質量。
技術研發人員:明道遠,牟桂,趙奇琪
受保護的技術使用者:湖北德道汽車科技有限公司
技術研發日:20240619
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!