一種鋁型材壓延模具的制作方法
本技術(shù)屬于鋁型材壓延,更具體地說,特別涉及一種鋁型材壓延模具。
背景技術(shù):
1、在對鋁型材加工時,會需要對鋁型材進行壓延作業(yè),壓延是高分子材料加工中重要的基本工藝過程之一,也是某些高分子材料半成品及成品的重要加工成型方法之一,通過壓延模具對鋁型材進行壓延,可以使鋁型材的薄厚程度達到合適標(biāo)準(zhǔn)。
2、現(xiàn)在的鋁型材壓延模具的成型槽通常為固定形狀,當(dāng)需要將鋁型材成型成不同形狀時,需要重新更換新的模具,增加了生產(chǎn)成本,此外,在進行鋁型材壓延時,溫度變化容易導(dǎo)致鋁型材表面出現(xiàn)燒焦、氣泡和冷卻不均勻的情況,影響產(chǎn)品的質(zhì)量。
3、于是,有鑒于此,針對現(xiàn)有的結(jié)構(gòu)及缺失予以研究改良,提供一種鋁型材壓延模具,以期達到更加具有實用價值性的目的。
技術(shù)實現(xiàn)思路
1、為了解決上述技術(shù)問題,本實用新型提供一種鋁型材壓延模具,由以下具體技術(shù)手段所達成:
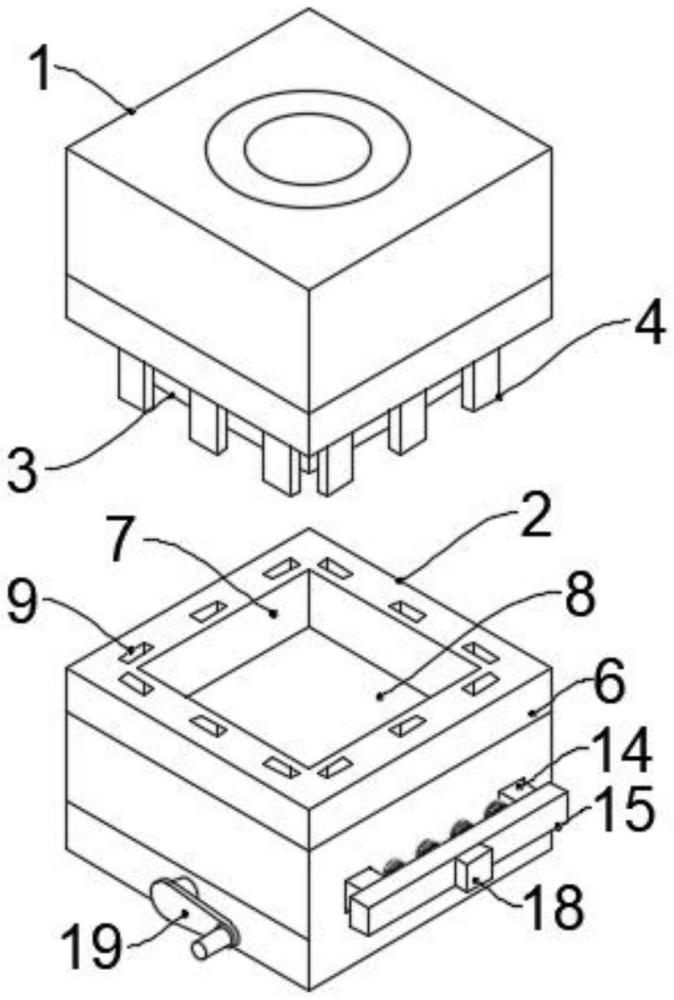
2、一種鋁型材壓延模具,包括上安裝座和下安裝座,所述上安裝座的底端安裝有壓延機,所述上安裝座底端在位于壓延機周側(cè)的位置處安裝有若干加熱塊,所述下安裝座的頂端設(shè)有安裝槽,所述安裝槽內(nèi)安裝有成型模具,所述成型模具的頂端設(shè)有成型槽,所述成型槽的內(nèi)部滑動安裝有頂出滑塊,所述成型模具頂端在位于成型槽周側(cè)的位置處設(shè)有若干定位槽,所述成型模具的底端設(shè)有開口,所述成型模具的一側(cè)對稱設(shè)有一對限位槽,所述安裝槽的一側(cè)轉(zhuǎn)動安裝有轉(zhuǎn)動桿,所述轉(zhuǎn)動桿的一側(cè)安裝有凸輪,所述下安裝座的一側(cè)滑動安裝有一對限位桿,所述限位桿的位置和尺寸與所述限位槽的位置和尺寸相匹配,一對所述限位桿的一側(cè)安裝有連接桿。
3、進一步的,若干所述加熱塊的位置和尺寸與若干所述定位槽的位置和尺寸相匹配。
4、進一步的,所述凸輪的頂端穿過開口并與頂出滑塊的底端緊貼。
5、進一步的,所述頂出滑塊的底端安裝有若干第一拉伸彈簧,且所述第一拉伸彈簧的另一端與安裝槽的底端連接。
6、進一步的,所述連接桿的一側(cè)安裝有若干第二拉伸彈簧,且所述第二拉伸彈簧的另一端與下安裝座的一側(cè)連接。
7、進一步的,所述連接桿的一側(cè)安裝有拉塊。
8、進一步的,所述下安裝座的一側(cè)安裝有搖柄。
9、與現(xiàn)有技術(shù)相比,本實用新型具有如下有益效果:
10、本實用新型中的鋁型材壓延模具,通過下安裝座、安裝槽、成型模具、成型槽、限位槽、限位塊、連接桿、第二拉伸彈簧和拉塊的配合使用,便于快速更換不同的成型模具,并將成型模具固定在安裝槽內(nèi),進而提高了壓延模具的靈活性。
11、本實用新型中的鋁型材壓延模具,通過下安裝座、安裝槽、成型模具、成型槽、頂出滑塊、開口、轉(zhuǎn)動桿、凸輪、第一拉伸彈簧和搖柄的配合使用,便于快速將成型模具內(nèi)的鋁型材取下,進而提高了壓延模具使用時的下料效率,降低了人工成本。
12、本實用新型中的鋁型材壓延模具,通過上安裝座、下安裝座、加熱塊和定位槽的配合使用,便于在鋁型材壓延的同時,對成型槽內(nèi)的溫度進行控制,保證成型槽內(nèi)溫度穩(wěn)定,進而提高了壓延后的產(chǎn)品質(zhì)量。
技術(shù)特征:
1.一種鋁型材壓延模具,包括上安裝座(1)和下安裝座(2),其特征在于:所述上安裝座(1)的底端安裝有壓延機(3),所述上安裝座(1)底端在位于壓延機(3)周側(cè)的位置處安裝有若干加熱塊(4),所述下安裝座(2)的頂端設(shè)有安裝槽(5),所述安裝槽(5)內(nèi)安裝有成型模具(6),所述成型模具(6)的頂端設(shè)有成型槽(7),所述成型槽(7)的內(nèi)部滑動安裝有頂出滑塊(8),所述成型模具(6)頂端在位于成型槽(7)周側(cè)的位置處設(shè)有若干定位槽(9),所述成型模具(6)的底端設(shè)有開口(10),所述成型模具(6)的一側(cè)對稱設(shè)有一對限位槽(11),所述安裝槽(5)的一側(cè)轉(zhuǎn)動安裝有轉(zhuǎn)動桿(12),所述轉(zhuǎn)動桿(12)的一側(cè)安裝有凸輪(13),所述下安裝座(2)的一側(cè)滑動安裝有一對限位桿(14),所述限位桿(14)的位置和尺寸與所述限位槽(11)的位置和尺寸相匹配,一對所述限位桿(14)的一側(cè)安裝有連接桿(15)。
2.如權(quán)利要求1所述鋁型材壓延模具,其特征在于:若干所述加熱塊(4)的位置和尺寸與若干所述定位槽(9)的位置和尺寸相匹配。
3.如權(quán)利要求1所述鋁型材壓延模具,其特征在于:所述凸輪(13)的頂端穿過開口(10)并與頂出滑塊(8)的底端緊貼。
4.如權(quán)利要求1所述鋁型材壓延模具,其特征在于:所述頂出滑塊(8)的底端安裝有若干第一拉伸彈簧(16),且所述第一拉伸彈簧(16)的另一端與安裝槽(5)的底端連接。
5.如權(quán)利要求1所述鋁型材壓延模具,其特征在于:所述連接桿(15)的一側(cè)安裝有若干第二拉伸彈簧(17),且所述第二拉伸彈簧(17)的另一端與下安裝座(2)的一側(cè)連接。
6.如權(quán)利要求1所述鋁型材壓延模具,其特征在于:所述連接桿(15)的一側(cè)安裝有拉塊(18)。
7.如權(quán)利要求1所述鋁型材壓延模具,其特征在于:所述下安裝座(2)的一側(cè)安裝有搖柄(19)。
技術(shù)總結(jié)
本技術(shù)屬于鋁型材壓延技術(shù)領(lǐng)域,公開了一種鋁型材壓延模具,包括上安裝座和下安裝座,上安裝座的底端安裝有壓延機,上安裝座底端在位于壓延機周側(cè)的位置處安裝有若干加熱塊,下安裝座的頂端設(shè)有安裝槽,安裝槽內(nèi)安裝有成型模具,成型模具的頂端設(shè)有成型槽,成型槽的內(nèi)部滑動安裝有頂出滑塊,成型模具頂端在位于成型槽周側(cè)的位置處設(shè)有若干定位槽,成型模具的底端設(shè)有開口,成型模具的一側(cè)對稱設(shè)有一對限位槽。本裝置可以快速更換不同的成型模具,并快速將成型模具內(nèi)的鋁型材取下,同時在鋁型材壓延時對成型槽內(nèi)的溫度進行控制,進而提高了壓延模具的靈活性,提高了壓延模具下料時的工作效率,提高了壓延后的產(chǎn)品質(zhì)量。
技術(shù)研發(fā)人員:楊春琳
受保護的技術(shù)使用者:墊江縣云恒鋁業(yè)有限責(zé)任公司
技術(shù)研發(fā)日:20240619
技術(shù)公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!