焊接裝置的制作方法
本技術涉及cob產品焊接,特別涉及一種焊接裝置。
背景技術:
1、“cob”是指“chip?on?board”,即將芯片直接封裝在電路板上而不是使用傳統的封裝方法。由于這種技術可以提高電路的集成度和可靠性,并減少電路板的尺寸和重量,因此廣泛應用于需要高密度和高性能的電子設備和傳感器等。
2、對于采用cob封裝的產品,通常為普通回流或保護氣體回流焊,使用現有的焊接裝置進行焊接容易出現被焊接的cob產品焊接后變形,焊接區域存在氣孔或氧化物,造成氣體被封閉在焊料中,焊接空洞率超過20%,導致壽命及可靠性下降或被焊接的cob產品熱阻過大而影響功效。
技術實現思路
1、本實用新型的主要目的是提出一種焊接裝置,旨在改進焊接效果。
2、為實現上述目的,本實用新型提出一種焊接裝置,包括:
3、機架;
4、載具,所述載具設置有開口,所述開口至少部分邊緣用于承托cob產品;
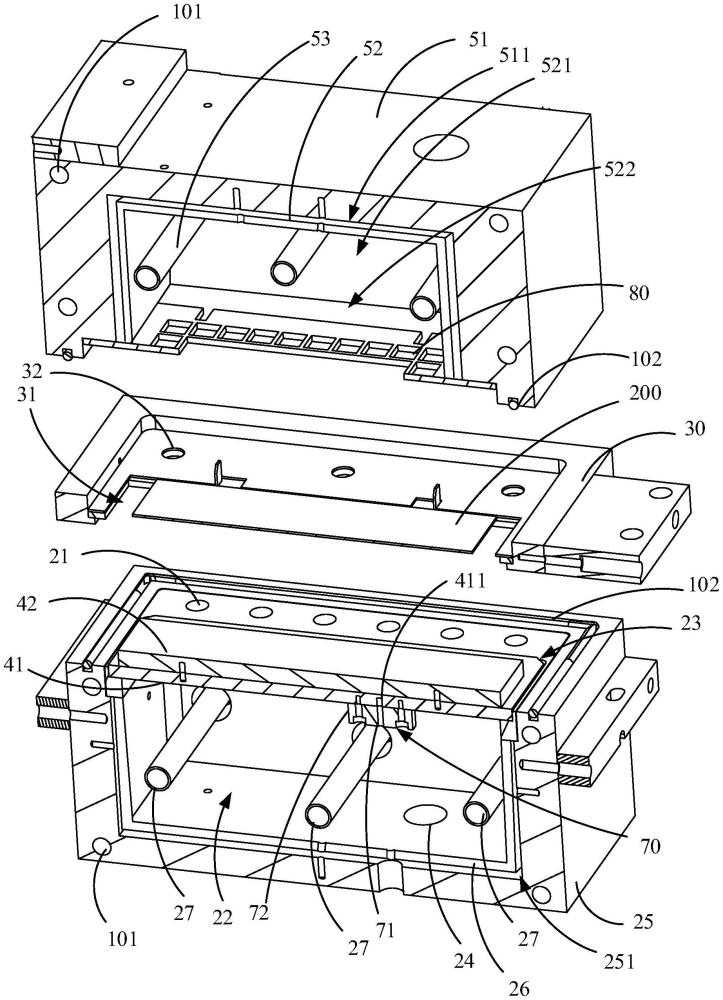
5、主體,所述主體安裝于所述機架,所述主體包括下加熱爐、傳熱件以及上加熱爐,所述下加熱爐和所述上加熱爐中一者設置有對接孔,所述傳熱件安裝于所述下加熱爐的頂面,所述傳熱件可穿過所述開口以接觸cob產品,所述上加熱爐與所述下加熱爐可相遠離或靠近,所述上加熱爐與所述下加熱爐用于夾持所述載具,并于所述上加熱爐與所述下加熱爐之間形成密閉空間,所述對接孔連通所述密閉空間;
6、負壓機構,所述負壓機構與所述對接孔連通,所述負壓機構用于在所述密閉空間內制造負壓。
7、在本實用新型的一些實施例中,所述下加熱爐內設置有下爐腔,所述下爐腔的頂壁開設有第一通氣孔以及第一安裝口,所述傳熱件安裝于所述第一安裝口,所述下爐腔的腔壁開設有所述對接孔。
8、在本實用新型的一些實施例中,所述下加熱爐包括下爐體、第一隔熱件以及第一加熱燈管,所述下爐體朝背離上加熱爐的方向凹設有第一裝配槽,所述第一隔熱件嵌套于所述第一裝配槽內,所述第一隔熱件內設有所述下爐腔,所述第一加熱燈管的兩端安裝于所述下爐腔在水平方向上的兩側腔壁。
9、在本實用新型的一些實施例中,所述焊接裝置還包括控制模塊和測溫件,所述測溫件與所述傳熱件連接,所述控制模塊與所述測溫件以及所述第一加熱燈管電連接,所述控制模塊用于接收所述測溫件的溫度信號并控制所述第一加熱燈管的發熱功率。
10、在本實用新型的一些實施例中,所述焊接裝置還包括真空度測量儀,所述真空度測量儀與所述控制模塊電連接,所述真空度測量儀用于檢測所述密閉空間內的真空度并向所述控制模塊發送檢測信號。
11、在本實用新型的一些實施例中,所述測溫件包括測溫頭以及安裝塊,所述安裝塊安裝于所述傳熱件內側面,所述安裝塊開設有插接孔,所述傳熱件的內側面設置有測溫孔,所述測溫頭穿過所述插接孔并裝配于所述測溫孔內。
12、在本實用新型的一些實施例中,所述傳熱件包括層疊設置的內層板體和外層板體,所述內層板體開設有所述測溫孔,所述外層板體用于承托cob產品。
13、在本實用新型的一些實施例中,所述上加熱爐包括上爐體、第二隔熱件、第二加熱燈管以及壓板,所述上爐體底面開設有第二裝配槽;
14、所述第二隔熱件嵌套于所述第二裝配槽內,所述第二隔熱件內設有上爐腔,所述上爐腔的底壁開設有第二安裝口;
15、所述第二加熱燈管的兩端安裝于所述上爐腔在水平方向上的兩側腔壁,所述第二加熱燈管與所述控制模塊電連接;
16、所述壓板安裝于所述第二安裝口,所述壓板用于抵壓cob產品。
17、在本實用新型的一些實施例中,所述上爐體和所述下爐體內均設有水冷通道。
18、在本實用新型的一些實施例中,所述上爐體的底面和所述下爐體的頂面均環設有密封圈。
19、在本實用新型的一些實施例中,所述第一通氣孔設置有多個,多個所述第一通氣孔分布于所述第一安裝口寬度方向的兩側,并沿所述第一安裝口的長度方向間隔排布。
20、在本實用新型的一些實施例中,所述載具開設有第二通氣孔。
21、本實用新型的焊接裝置對cob產品進行焊接時,將其放置于載具上,通過上加熱爐和下加熱爐夾持載具,使其內部形成密閉空間并進行加熱,熱量通過傳熱件導向cob產品,使其表面的固態錫膏焊料熔化為液態錫水,此時通過負壓機構在密閉空間內制造負壓,使得熔化的錫因助焊劑產生的氣泡因壓差而排出,最后待錫焊料固化,即可完成焊接,采用本實用新型中的焊接裝置能夠大大降低焊接區空洞率,從而提高cob產品質量。
技術特征:
1.一種焊接裝置,其特征在于,包括:
2.如權利要求1所述的焊接裝置,其特征在于,所述下加熱爐內設置有下爐腔,所述下爐腔的頂壁開設有第一通氣孔以及第一安裝口,所述傳熱件安裝于所述第一安裝口,所述下爐腔的腔壁開設有所述對接孔。
3.如權利要求2所述的焊接裝置,其特征在于,所述下加熱爐包括下爐體、第一隔熱件以及第一加熱燈管,所述下爐體朝背離上加熱爐的方向凹設有第一裝配槽,所述第一隔熱件嵌套于所述第一裝配槽內,所述第一隔熱件內設有所述下爐腔,所述第一加熱燈管的兩端安裝于所述下爐腔在水平方向上的兩側腔壁。
4.如權利要求3所述的焊接裝置,其特征在于,所述焊接裝置還包括控制模塊和測溫件,所述測溫件與所述傳熱件連接,所述控制模塊與所述測溫件以及所述第一加熱燈管電連接,所述控制模塊用于接收所述測溫件的溫度信號并控制所述第一加熱燈管的發熱功率。
5.如權利要求4所述的焊接裝置,其特征在于,所述焊接裝置還包括真空度測量儀,所述真空度測量儀與所述控制模塊電連接,所述真空度測量儀用于檢測所述密閉空間內的真空度并向所述控制模塊發送檢測信號。
6.如權利要求4所述的焊接裝置,其特征在于,所述測溫件包括測溫頭以及安裝塊,所述安裝塊安裝于所述傳熱件內側面,所述安裝塊開設有插接孔,所述傳熱件的內側面設置有測溫孔,所述測溫頭穿過所述插接孔并裝配于所述測溫孔內。
7.如權利要求6所述的焊接裝置,其特征在于,所述傳熱件包括層疊設置的內層板體和外層板體,所述內層板體開設有所述測溫孔,所述外層板體用于承托cob產品。
8.如權利要求4所述的焊接裝置,其特征在于,所述上加熱爐包括上爐體、第二隔熱件、第二加熱燈管以及壓板,所述上爐體底面開設有第二裝配槽;
9.如權利要求8所述的焊接裝置,其特征在于,所述上爐體和所述下爐體內均設有水冷通道;和/或,
10.如權利要求2所述的焊接裝置,其特征在于,所述第一通氣孔設置有多個,多個所述第一通氣孔分布于所述第一安裝口寬度方向的兩側,并沿所述第一安裝口的長度方向間隔排布;和/或,
技術總結
本技術公開了一種焊接裝置,包括機架、載具、主體以及負壓機構,其中,載具設置有開口,開口至少部分邊緣用于承托COB產品,主體安裝于機架,主體包括下加熱爐、傳熱件以及上加熱爐,下加熱爐和上加熱爐中一者設置有對接孔,傳熱件安裝于下加熱爐的頂面,傳熱件可穿過開口以接觸COB產品,上加熱爐與下加熱爐可相遠離或靠近,上加熱爐與下加熱爐用于夾持載具,并于上加熱爐與下加熱爐之間形成密閉空間,對接孔連通密閉空間;負壓機構與對接孔連通,負壓機構用于在密閉空間內制造負壓。通過上述方案,能夠大大降低焊接區空洞率,從而保證COB產品質量。
技術研發人員:肖新潮
受保護的技術使用者:深圳市凌凱自動化設備有限公司
技術研發日:20240624
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!