一種鋁合金板帶的壓延裝置及其加工方法與流程
本發明涉及鋁合金板材加工,具體為一種鋁合金板帶的壓延裝置及其加工方法。
背景技術:
1、鋁合金板帶延壓是一種將鋁合金鑄錠或坯料通過軋制等壓力加工方式,使其在厚度方向上逐漸減薄,長度和寬度方向相應變化,最終形成板狀或帶狀鋁合金材料的加工工藝,這是鋁合金加工中非常重要的一個環節,通過延壓可以生產出各種規格的鋁合金板材和帶材,以滿足不同工業領域的需求。
2、目前對鋁合金板帶延壓工藝,主要是將鋁合金板材通過延壓輥進行延壓,為了實現對鋁合金板材的延壓效果,需要將延壓輥與支撐輥之間的間隙逐漸減小,這樣雖然能夠將鋁合金板材延壓成鋁合金板帶,但是這無疑會導致延壓裝置的體積過大,使得占地面積過大。
技術實現思路
1、(一)解決的技術問題
2、針對現有技術的不足,本發明提供了一種鋁合金板帶的壓延裝置及其加工方法,解決了目前對鋁合金板帶延壓工藝,主要是將鋁合金板材通過延壓輥進行延壓,為了實現對鋁合金板材的延壓效果,需要將延壓輥與支撐輥之間的間隙逐漸減小,這樣雖然能夠將鋁合金板材延壓成鋁合金板帶,但是這無疑會導致延壓裝置的體積過大,使得占地面積過大的問題。
3、(二)技術方案
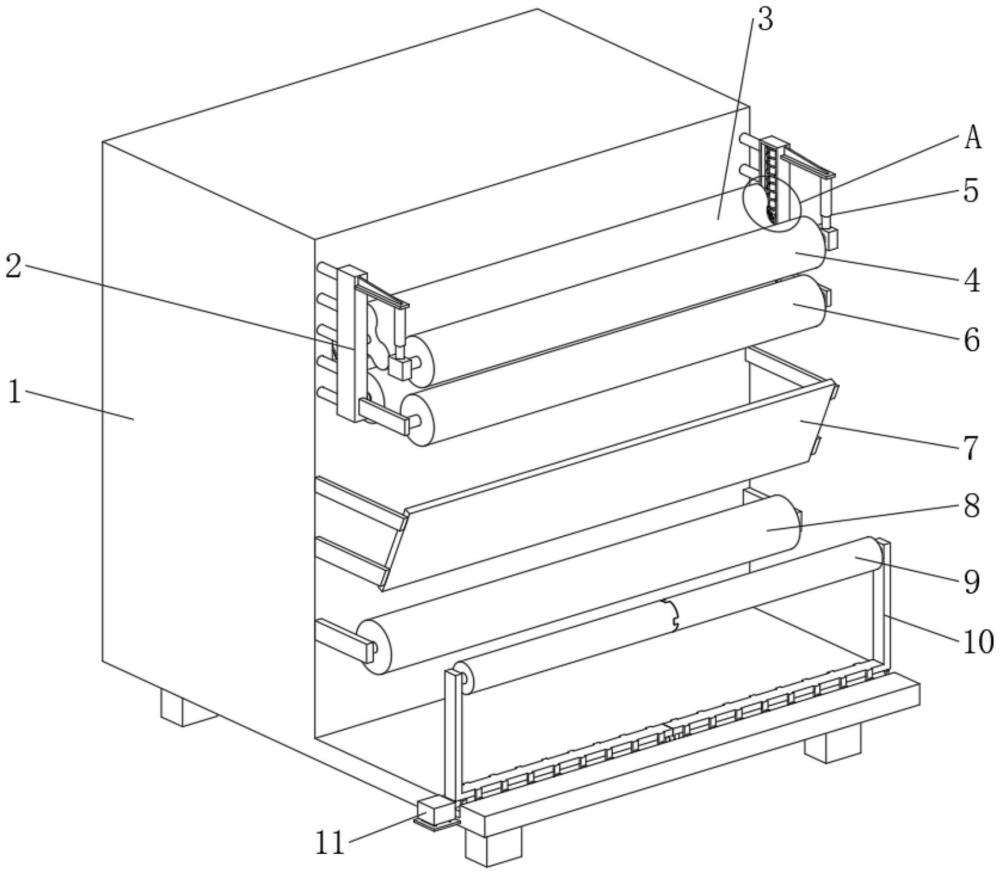
4、為實現以上目的,本發明通過以下技術方案予以實現:一種鋁合金板帶的壓延裝置,包括隔熱箱,所述隔熱箱的內部設置有第二加熱器、傳送裝置以及驅動傳送裝置用的驅動裝置,所述隔熱箱的前側設置有鍛壓機構,所述隔熱箱的前側設置有纏繞機構;
5、所述鍛壓機構包括用于支撐板材的支撐輥、用于鍛錘板材的鍛壓輥和用于延壓板材的延壓輥。
6、進一步地,所述鍛壓機構還包括導軌、導向桿、移動塊和彈簧,所述導軌固定連接在隔熱箱的前側,所述導向桿固定連接在導軌的內部,所述移動塊可滑動套接在導向桿上,所述彈簧固定連接在移動塊和導軌之間。
7、進一步地,所述支撐輥轉動連接在導軌之間,所述鍛壓輥轉動連接在移動塊之間,所述導軌為左右對稱設置。
8、進一步地,所述導軌上固定連接有第二電機,所述第二電機的輸出端固定連接有主動齒輪,所述鍛壓輥上固定連接有從動齒輪,所述主動齒輪與從動齒輪相嚙合。
9、進一步地,所述導軌上固定連接有安裝架,所述安裝架上固定連接有液壓桿,所述液壓桿的伸縮端轉動連接有延壓輥,所述支撐輥的軸線分別與鍛壓輥的軸線和延壓輥的軸線垂直對應。
10、進一步地,所述纏繞機構包括定位架和纏繞輥,所述纏繞輥轉動連接在定位架上,所述定位架的內部固定連接有電機,所述電機的輸出端與纏繞輥的端部固定連接。
11、進一步地,所述隔熱箱的前側固定連接有底座,所述底座上開設有定位槽,所述定位架上對稱安裝有滾輪,所述滾輪與定位槽的底部相接觸。
12、進一步地,所述底座上固定連接有第一電機,所述第一電機的輸出端固定連接有絲桿,所述絲桿的表面通過螺紋連接有螺母,所述螺母與定位架的底部固定連接。
13、進一步地,所述隔熱箱的前側固定連接有第一加熱器,所述隔熱箱的前側且位于第一加熱器的下方安裝有換向輥。
14、根據一種鋁合金板帶的壓延裝置提出的鋁合金板帶的壓延方法,包括以下步驟:
15、步驟一:將鋁合金板材輸送到隔熱箱的內部,并利用第二加熱器對鋁合金板材進行加熱;
16、步驟二:接著通過使用第二電機驅動鍛壓輥進行轉動,利用鍛壓輥凹凸不平的表面再配合彈簧產生的彈力對鋁合金板材的表面進行鍛錘;
17、步驟三:隨著鋁合金板材進行不斷傳送進入到延壓輥下,通過使用液壓桿對延壓輥施加壓力對鍛錘后鋁合金板材進行延壓;
18、步驟四:將延壓后的鋁合金板帶穿過支撐輥、第一加熱器以及換向輥后纏繞在纏繞輥上,在纏繞鋁合金板帶的過程中通過使用第一加熱器進行熱處理。
19、(三)有益效果
20、本發明提供了一種鋁合金板帶的壓延裝置及其加工方法。具備以下有益效果:
21、1、本方案中,通過設置鍛錘機構,可以預先對鋁合金板材進行錘打,隨后直接進行延壓操作,這樣可以有效地減少延壓輥的數量,進而縮小延壓裝置的體積,能夠很好地解決延壓裝置的占地空間。
22、2、本方案中,通過在延壓過后對鋁合金板帶進行熱處理操作,有利于提高鋁合金板帶的品質。
技術特征:
1.一種鋁合金板帶的壓延裝置,包括隔熱箱(1),其特征在于:所述隔熱箱(1)的內部設置有第二加熱器(12)、傳送裝置(13)以及驅動傳送裝置(13)用的驅動裝置(14),所述隔熱箱(1)的前側設置有鍛壓機構,所述隔熱箱(1)的前側設置有纏繞機構;
2.根據權利要求1所述的一種鋁合金板帶的壓延裝置,其特征在于:所述鍛壓機構還包括導軌(2)、導向桿(19)、移動塊(21)和彈簧(20),所述導軌(2)固定連接在隔熱箱(1)的前側,所述導向桿(19)固定連接在導軌(2)的內部,所述移動塊(21)可滑動套接在導向桿(19)上,所述彈簧(20)固定連接在移動塊(21)和導軌(2)之間。
3.根據權利要求2所述的一種鋁合金板帶的壓延裝置,其特征在于:所述支撐輥(6)轉動連接在導軌(2)之間,所述鍛壓輥(3)轉動連接在移動塊(21)之間,所述導軌(2)為左右對稱設置。
4.根據權利要求2所述的一種鋁合金板帶的壓延裝置,其特征在于:所述導軌(2)上固定連接有第二電機(24),所述第二電機(24)的輸出端固定連接有主動齒輪(23),所述鍛壓輥(3)上固定連接有從動齒輪(22),所述主動齒輪(23)與從動齒輪(22)相嚙合。
5.根據權利要求2所述的一種鋁合金板帶的壓延裝置,其特征在于:所述導軌(2)上固定連接有安裝架,所述安裝架上固定連接有液壓桿(5),所述液壓桿(5)的伸縮端轉動連接有延壓輥(4),所述支撐輥(6)的軸線分別與鍛壓輥(3)的軸線和延壓輥(4)的軸線垂直對應。
6.根據權利要求1所述的一種鋁合金板帶的壓延裝置,其特征在于:所述纏繞機構包括定位架(10)和纏繞輥(9),所述纏繞輥(9)轉動連接在定位架(10)上,所述定位架(10)的內部固定連接有電機,所述電機的輸出端與纏繞輥(9)的端部固定連接。
7.根據權利要求6所述的一種鋁合金板帶的壓延裝置,其特征在于:所述隔熱箱(1)的前側固定連接有底座,所述底座上開設有定位槽(15),所述定位架(10)上對稱安裝有滾輪(16),所述滾輪(16)與定位槽(15)的底部相接觸。
8.根據權利要求7所述的一種鋁合金板帶的壓延裝置,其特征在于:所述底座上固定連接有第一電機(11),所述第一電機(11)的輸出端固定連接有絲桿(17),所述絲桿(17)的表面通過螺紋連接有螺母(18),所述螺母(18)與定位架(10)的底部固定連接。
9.根據權利要求1所述的一種鋁合金板帶的壓延裝置,其特征在于:所述隔熱箱(1)的前側固定連接有第一加熱器(7),所述隔熱箱(1)的前側且位于第一加熱器(7)的下方安裝有換向輥(8)。
10.根據一種鋁合金板帶的壓延裝置提出的鋁合金板帶的壓延方法,其特征在于:包括以下步驟:
技術總結
本發明提供一種鋁合金板帶的壓延裝置及其加工方法,涉及鋁合金板材加工技術領域,包括隔熱箱,所述隔熱箱的內部設置有第二加熱器、傳送裝置以及驅動傳送裝置用的驅動裝置,所述隔熱箱的前側設置有鍛壓機構,所述隔熱箱的前側設置有纏繞機構;所述鍛壓機構包括用于支撐板材的支撐輥、用于鍛錘板材的鍛壓輥和用于延壓板材的延壓輥,所述鍛壓機構還包括導軌、導向桿、移動塊和彈簧,所述導軌固定連接在隔熱箱的前側,所述導向桿固定連接在導軌的內部。通過設置鍛錘機構,可以預先對鋁合金板材進行錘打,隨后直接進行延壓操作,這樣可以有效地減少延壓輥的數量,進而縮小延壓裝置的體積,能夠很好地解決延壓裝置的占地空間。
技術研發人員:畢昇,畢雪微,吳友,魏蘇寧,李元功
受保護的技術使用者:安徽財發新材料科技有限公司
技術研發日:
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!