樹脂組合物、成型體及樹脂組合物的制造方法與流程
本發(fā)明涉及樹脂組合物、成型體及樹脂組合物的制造方法。
背景技術(shù):
1、樹脂是輕量的,并且容易成型,因此被廣泛用于各種用途。樹脂通常相較于金屬等而言機械強度(拉伸特性、彎曲特性、耐沖擊性等)低,因此,添加填料來提高機械強度的情況較多。
2、作為填料,使用了天然纖維、玻璃纖維及碳纖維等增強纖維。它們之中,纖維素等天然纖維是廉價的,并且廢棄時對環(huán)境的影響少,因此近年來受到特別關(guān)注。
3、例如,在專利文獻1中,記載了使木漿(纖維素)分散于聚合物基體內(nèi)而得到的纖維素復(fù)合材料。在專利文獻1中,記載了利用雙螺桿擠出機將水分含量較高的紙漿與聚合物基體混合從而得到紙漿的分散性高的粒料。另外,在專利文獻1中,記載了可以將該粒料用于注射成型等。
4、現(xiàn)有技術(shù)文獻
5、專利文獻
6、專利文獻1:日本特表2019-512591號公報
技術(shù)實現(xiàn)思路
1、發(fā)明所要解決的課題
2、如專利文獻1所記載的那樣,認為若使纖維素等天然纖維在樹脂中良好地分散,則可得到彎曲特性(彎曲強度、彎曲彈性模量)及拉伸特性(拉伸強度、拉伸彈性模量)等機械特性良好的成型體。但是,根據(jù)本申請的發(fā)明人的研究,即使利用專利文獻1所記載的方法等使天然纖維分散,也得不到彎曲特性、拉伸特性充分提高的成型體。
3、鑒于上述的情況,本發(fā)明的目的在于提供在樹脂中分散有天然纖維的樹脂組合物、由該樹脂組合物得到的成型體、及該樹脂組合物的制造方法,所述樹脂組合物能得到彎曲特性(彎曲強度、彎曲彈性模量)及拉伸特性(拉伸強度、拉伸彈性模量)得以提高的成型體。
4、用于解決課題的手段
5、本發(fā)明的一個方式涉及下述[1]~[12]的樹脂組合物。
6、[1]樹脂組合物,其包含:
7、熱塑性樹脂(a)、和
8、天然纖維(b),
9、利用x射線計算機斷層成像(x射線ct)對前述樹脂組合物進行拍攝并測定的、前述天然纖維(b)的平均纖維長度為32μm以上,
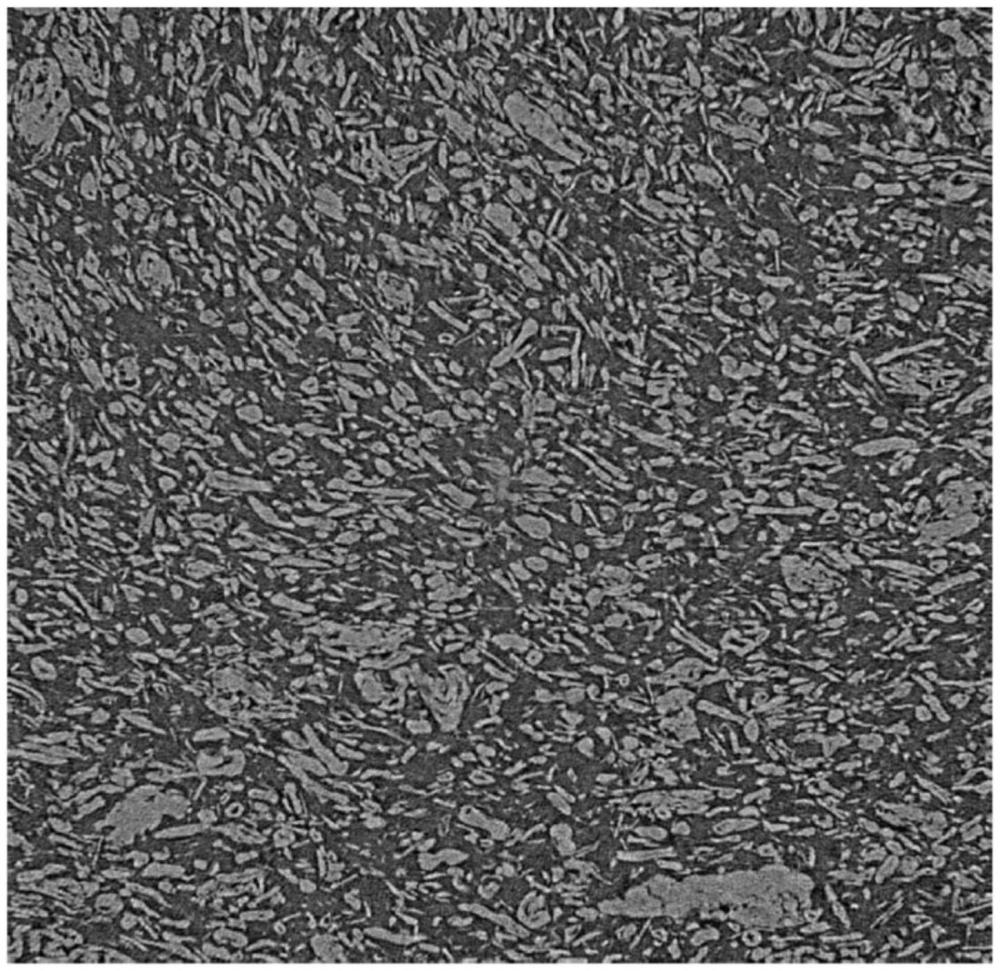
10、針對前述樹脂組合物而利用掃描型電子顯微鏡(sem)對沿著td方向的截面進行拍攝并測定的、以6.5mm的工作距離且75倍的倍率對1.8mm×1.2mm的范圍進行拍攝而得到的圖像中的前述天然纖維(b)的個數(shù)相對于前述天然纖維(b)的平均尺寸(μm)而言的比率(個數(shù)/平均尺寸)為400以上。
11、[2]如[1]所述的樹脂組合物,其中,針對前述樹脂組合物而利用sem對沿著td方向的截面進行拍攝并測定的、以6.5mm的工作距離且75倍的倍率對1.8mm×1.2mm的范圍進行拍攝而得到的圖像中的前述天然纖維(b)的個數(shù)相對于前述天然纖維(b)所占的面積(%)而言的比率(個數(shù)/面積)為700以上。
12、[3]如[1]或[2]所述的樹脂組合物,其中,前述天然纖維(b)的總質(zhì)量相對于前述熱塑性樹脂(a)的總質(zhì)量而言的比率((b)/(a))為0.01以上10以下。
13、[4]如[1]~[3]中任一項所述的樹脂組合物,其中,前述天然纖維(b)的總質(zhì)量相對于前述熱塑性樹脂(a)及前述天然纖維(b)的合計質(zhì)量而言的比率((b)/((a)+(b)))為0.50以上。
14、[5]如[1]~[4]中任一項所述的樹脂組合物,其包含相容劑(c),所述相容劑(c)包含改性聚烯烴(c1)。
15、[6]如[5]所述的樹脂組合物,其中,前述改性聚烯烴(c1)為酸改性聚烯烴樹脂組合物。
16、[7]如[5]或[6]所述的樹脂組合物,其中,前述相容劑(c)的總質(zhì)量相對于前述熱塑性樹脂(a)、前述天然纖維(b)及前述相容劑(c)的合計質(zhì)量而言的比率((c)/((a)+(b)+(c)))為0.008以上0.1以下。
17、[8]如[1]~[7]中任一項所述的樹脂組合物,其包含加工助劑(d),所述加工助劑(d)包含聚烯烴蠟(d1)。
18、[9]如[1]~[8]中任一項所述的樹脂組合物,其中,前述天然纖維(b)包含纖維素纖維。
19、[10]如[9]所述的樹脂組合物,其中,利用x射線計算機斷層成像(x射線ct)對前述樹脂組合物進行拍攝并測定的、前述天然纖維(b)的最大纖維長度為900μm以下。
20、[11]如[1]~[10]中任一項所述的樹脂組合物,其中,前述熱塑性樹脂(a)包含聚烯烴。
21、[12]如[1]~[11]中任一項所述的樹脂組合物,其中,前述熱塑性樹脂(a)的總質(zhì)量相對于前述樹脂組合物的總質(zhì)量(w)而言的比率((a)/(w))為0.5以下。
22、本發(fā)明的其他方式涉及下述[13]的成型體。
23、[13]成型體,其是對[1]~[12]中任一項所述的樹脂組合物進行注射成型而形成的。
24、本發(fā)明的其他方式涉及下述[14]的樹脂組合物的制造方法。
25、[14][1]~[12]中任一項所述的樹脂組合物的制造方法,所述樹脂組合物的制造方法中,
26、使用具備外殼和具有攪拌葉片的轉(zhuǎn)子的間歇式的封閉型混煉裝置,對熱塑性樹脂(a)及天然纖維(b)進行熔融混煉,并且,
27、在水的存在下,利用前述轉(zhuǎn)子的旋轉(zhuǎn)將前述外殼內(nèi)的溫度加熱至不產(chǎn)生前述天然纖維(b)的變性的溫度來進行前述熔融混煉。
28、發(fā)明效果
29、根據(jù)本發(fā)明,可以提供在樹脂中分散有天然纖維的樹脂組合物、由該樹脂組合物得到的成型體、及該樹脂組合物的制造方法,所述樹脂組合物能得到彎曲特性(彎曲強度、彎曲彈性模量)及拉伸特性(拉伸強度、拉伸彈性模量)得以提高的成型體。
技術(shù)特征:
1.樹脂組合物,其包含:
2.如權(quán)利要求1所述的樹脂組合物,其中,針對所述樹脂組合物而利用sem對沿著td方向的截面進行拍攝并測定的、以6.5mm的工作距離且75倍的倍率對1.8mm×1.2mm的范圍進行拍攝而得到的圖像中的所述天然纖維(b)的個數(shù)相對于所述天然纖維(b)所占的面積(%)而言的比率(個數(shù)/面積)為700以上。
3.如權(quán)利要求1或2所述的樹脂組合物,其中,所述天然纖維(b)的總質(zhì)量相對于所述熱塑性樹脂(a)的總質(zhì)量而言的比率((b)/(a))為0.01以上10以下。
4.如權(quán)利要求1或2所述的樹脂組合物,其中,所述天然纖維(b)的總質(zhì)量相對于所述熱塑性樹脂(a)及所述天然纖維(b)的合計質(zhì)量而言的比率((b)/((a)+(b)))為0.50以上。
5.如權(quán)利要求1或2所述的樹脂組合物,其包含相容劑(c),所述相容劑(c)包含改性聚烯烴(c1)。
6.如權(quán)利要求5所述的樹脂組合物,其中,所述改性聚烯烴(c1)為酸改性聚烯烴樹脂組合物。
7.如權(quán)利要求5所述的樹脂組合物,其中,所述相容劑(c)的總質(zhì)量相對于所述熱塑性樹脂(a)、所述天然纖維(b)及所述相容劑(c)的合計質(zhì)量而言的比率((c)/((a)+(b)+(c)))為0.008以上0.1以下。
8.如權(quán)利要求1或2所述的樹脂組合物,其包含加工助劑(d),所述加工助劑(d)包含聚烯烴蠟(d1)。
9.如權(quán)利要求1或2所述的樹脂組合物,其中,所述天然纖維(b)包含纖維素纖維。
10.如權(quán)利要求9所述的樹脂組合物,其中,利用x射線計算機斷層成像(x射線ct)對所述樹脂組合物進行拍攝并測定的、所述天然纖維(b)的最大纖維長度為900μm以下。
11.如權(quán)利要求1或2所述的樹脂組合物,其中,所述熱塑性樹脂(a)包含聚烯烴。
12.如權(quán)利要求1或2所述的樹脂組合物,其中,所述熱塑性樹脂(a)的總質(zhì)量相對于所述樹脂組合物的總質(zhì)量(w)而言的比率((a)/(w))為0.5以下。
13.成型體,其是對權(quán)利要求1或2所述的樹脂組合物進行注射成型而形成的。
14.權(quán)利要求1或2所述的樹脂組合物的制造方法,所述樹脂組合物的制造方法中,
技術(shù)總結(jié)
本發(fā)明提供在樹脂中分散有天然纖維的樹脂組合物,所述樹脂組合物能得到彎曲特性(彎曲強度、彎曲彈性模量)及拉伸特性(拉伸強度、拉伸彈性模量)得以提高的成型體。前述樹脂組合物包含熱塑性樹脂(A)、和天然纖維(B),利用X射線計算機斷層成像(X射線CT)進行拍攝并測定的、前述天然纖維(B)的平均纖維長度為32μm以上,利用掃描型電子顯微鏡(SEM)對沿著TD方向的截面進行拍攝并測定的、以6.5mm的工作距離且75倍的倍率對1.8mm×1.2mm的范圍進行拍攝而得到的圖像中的前述天然纖維(B)的個數(shù)相對于前述天然纖維(B)的平均尺寸(μm)而言的比率(個數(shù)/平均尺寸)為400以上。
技術(shù)研發(fā)人員:齋藤純治,奈木沙織,渡邊實,森昭秀,藤原和俊
受保護的技術(shù)使用者:三井化學(xué)株式會社
技術(shù)研發(fā)日:
技術(shù)公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!