一種型材桿件輸送入庫(kù)存放裝置及工作方法與流程
本發(fā)明涉及型材倉(cāng)儲(chǔ)領(lǐng)域,具體涉及一種型材桿件輸送入庫(kù)存放裝置及工作方法。
背景技術(shù):
1、在型材生產(chǎn)線中,窗框、門框的制作過(guò)程包含多個(gè)工序,型材下料加工完成后,需臨時(shí)存放以便轉(zhuǎn)入后續(xù)分揀組框等工序。料庫(kù)作為中間存儲(chǔ)環(huán)節(jié),能使各工序間的銜接更順暢,避免因工序速度差異導(dǎo)致的生產(chǎn)停滯。比如,下料加工設(shè)備快速生產(chǎn)的型材可先存放在料庫(kù),等待后續(xù)工序有空閑時(shí)再取用,確保整個(gè)生產(chǎn)線的連續(xù)性。
2、中國(guó)專利(公開(kāi)號(hào)cn?222388869?u,公開(kāi)日20250124)中公開(kāi)了一種型材倉(cāng)儲(chǔ)設(shè)備,考慮型材外部包裝膠帶紙上的粘膠會(huì)使型材在輸送過(guò)程中歪斜,若不進(jìn)行校正直接入庫(kù),易造成型材干涉、滑落,增加機(jī)械故障風(fēng)險(xiǎn),因此,其料庫(kù)中的存放設(shè)備具備校正功能,利用型材校正單元,可對(duì)型材進(jìn)行姿態(tài)校正,保證型材順利入庫(kù)和存放穩(wěn)定性,從而提升整個(gè)生產(chǎn)過(guò)程的穩(wěn)定性和安全性。但其僅考慮了入庫(kù)存放時(shí)的便利性和效率,在出庫(kù)取用時(shí),由于型材長(zhǎng)度不一,放置于料庫(kù)后與料庫(kù)出庫(kù)取用一側(cè)的相對(duì)位置并不固定,對(duì)于端部仍縮在出庫(kù)取用一側(cè)內(nèi)的型材,相應(yīng)的操作人員和操作設(shè)備難以進(jìn)行快速的定位和抓取,增加了尋找和調(diào)整抓取位置的時(shí)間,降低生產(chǎn)節(jié)奏,影響生產(chǎn)線的整體效率;另外,由于未對(duì)入庫(kù)后的型材進(jìn)行位置控制,取用時(shí)定位難度較大,對(duì)于塑料型材而言,加工后得到的桿件端部較為脆弱,探入料庫(kù)內(nèi)進(jìn)行取用時(shí)容易導(dǎo)致型材桿件的晃動(dòng)碰撞,損傷型材桿件表面,影響產(chǎn)品外觀和尺寸精度,造成產(chǎn)品質(zhì)量下降。
技術(shù)實(shí)現(xiàn)思路
1、本發(fā)明的目的是針對(duì)現(xiàn)有技術(shù)存在的缺陷,提供一種型材桿件輸送入庫(kù)存放裝置及工作方法,通過(guò)料庫(kù)上料端一側(cè)的轉(zhuǎn)運(yùn)組件對(duì)桿件進(jìn)行抓取轉(zhuǎn)運(yùn)和位置調(diào)整,實(shí)現(xiàn)桿件向料庫(kù)內(nèi)的精準(zhǔn)上料,并且能夠使桿件在上料至存料格后通過(guò)推動(dòng)機(jī)構(gòu)進(jìn)行桿件的位置調(diào)節(jié),使桿件一端能夠探出至存料格的下料端以外,使得下游取用桿件時(shí)能夠直接抓取桿件探出存料格的部分,無(wú)需再探入存料格內(nèi)進(jìn)行狹窄空間的識(shí)別定位動(dòng)作,使得桿件在出庫(kù)取用時(shí)以探出下料端為統(tǒng)一且明顯的標(biāo)識(shí),無(wú)論是人工操作還是自動(dòng)化設(shè)備操作,都能更便捷地進(jìn)行抓取操作,提升了操作的便捷性和流暢性。
2、本發(fā)明的第一目的是提供一種型材桿件輸送入庫(kù)存放裝置,采用以下方案:
3、包括:
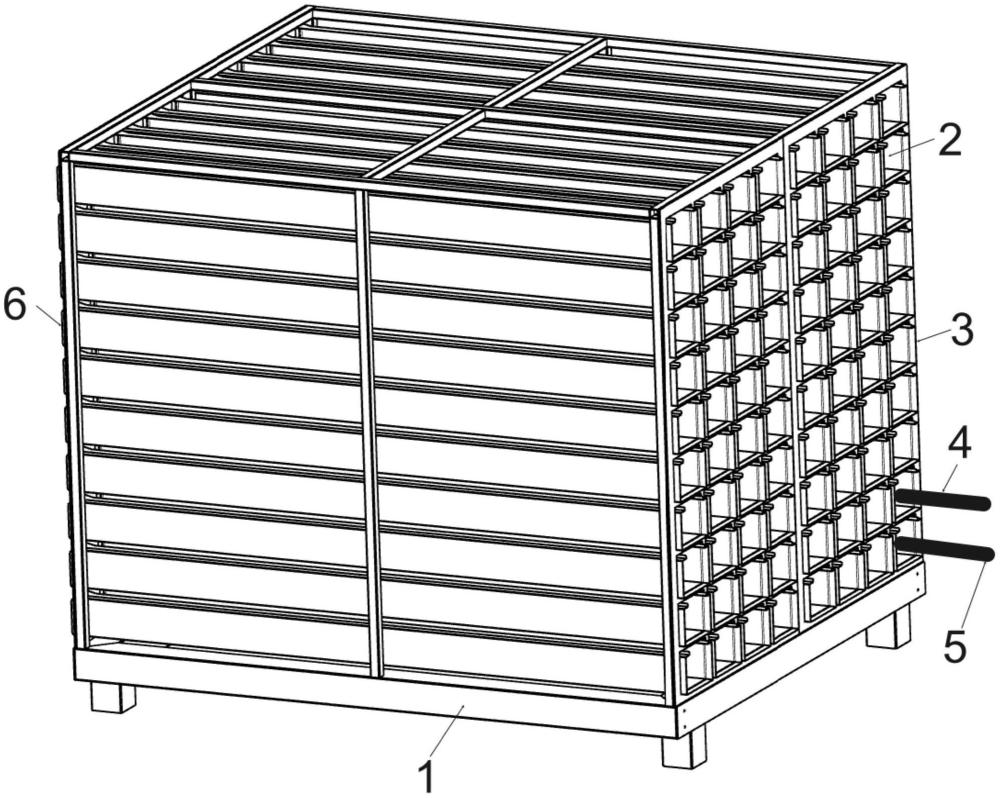
4、料庫(kù),包括陣列分布的存料格,存料格兩端敞開(kāi),一端作為上料端,另一端作為下料端;
5、轉(zhuǎn)運(yùn)組件,包括機(jī)械臂和位于機(jī)械臂末端的夾持機(jī)構(gòu)、推送機(jī)構(gòu),布置在料庫(kù)靠近上料端一側(cè),夾持機(jī)構(gòu)設(shè)有夾持桿件的夾持部,以在機(jī)械臂驅(qū)動(dòng)下使桿件上料至存料格;推送機(jī)構(gòu)用于推動(dòng)存料格內(nèi)桿件以調(diào)整桿件和下料端的相對(duì)位置,使桿件一端探出下料端外。
6、進(jìn)一步地,還包括輸送臺(tái),為轉(zhuǎn)運(yùn)組件供應(yīng)桿件,輸送臺(tái)包括輸送帶和輸送輥道,輸送帶承載桿件沿第一方向運(yùn)行,輸送輥道配合有升降機(jī)構(gòu),輸送輥道利用升降機(jī)構(gòu)的升降移動(dòng)而凸出或凹入輸送帶承載桿件的區(qū)域,輸送輥道承載桿件沿第二方向運(yùn)行,第一方向和第二方向成夾角分布。
7、本發(fā)明的第二目的是提供一種如第一目的所述的型材桿件輸送入庫(kù)存放裝置的工作方法,包括:
8、機(jī)械臂帶動(dòng)夾持機(jī)構(gòu)調(diào)節(jié)位置,抓取待入庫(kù)至料庫(kù)的桿件;
9、機(jī)械臂帶動(dòng)桿件經(jīng)存料格的上料端滑入存料格內(nèi),在桿件穩(wěn)定放置于存料格后解除夾持;
10、依據(jù)上料后桿件與存料格的長(zhǎng)度關(guān)系,機(jī)械臂帶動(dòng)推送機(jī)構(gòu)推動(dòng)桿件調(diào)節(jié)位置,桿件一端探出存料格的下料端外,等待使用時(shí)被夾持;
11、機(jī)械臂帶動(dòng)夾持機(jī)構(gòu)和推送機(jī)構(gòu)復(fù)位,對(duì)待入庫(kù)至料庫(kù)的下一桿件進(jìn)行上料。
12、進(jìn)一步地,在桿件上料至料庫(kù)時(shí),構(gòu)成同一框架的桿件在同一層或同一列上依次排布。
13、進(jìn)一步地,在桿件上料至料庫(kù)時(shí),構(gòu)成相異框架的桿件依據(jù)料庫(kù)底層存料格到頂層存料格的方向依次上料至料庫(kù)。
14、進(jìn)一步地,獲取夾持機(jī)構(gòu)所夾持桿件的長(zhǎng)度,依據(jù)桿件長(zhǎng)度和存料格兩端間距的尺寸關(guān)系,控制推送機(jī)構(gòu)運(yùn)行。
15、進(jìn)一步地,在桿件上料至存料格后,推動(dòng)桿件使桿件縮于上料端以內(nèi)。
16、進(jìn)一步地,所述推送機(jī)構(gòu)為伸縮桿,在夾持機(jī)構(gòu)夾持桿件上料至存料格時(shí),推動(dòng)機(jī)構(gòu)保持收縮狀態(tài),保持推動(dòng)機(jī)構(gòu)和料庫(kù)間隔分布。
17、進(jìn)一步地,所述夾持機(jī)構(gòu)的夾持部夾持桿件的中部。
18、進(jìn)一步地,所述夾持機(jī)構(gòu)與推送機(jī)構(gòu)間隔分布,在夾持機(jī)構(gòu)對(duì)多根桿件上料后,推動(dòng)機(jī)構(gòu)運(yùn)行對(duì)存料格內(nèi)的桿件進(jìn)行推動(dòng)調(diào)節(jié)位置。
19、與現(xiàn)有技術(shù)相比,本發(fā)明具有的優(yōu)點(diǎn)和積極效果是:
20、針對(duì)目前桿件入庫(kù)后定位抓取困難導(dǎo)致出庫(kù)效率低的問(wèn)題,通過(guò)料庫(kù)上料端一側(cè)的轉(zhuǎn)運(yùn)組件對(duì)桿件進(jìn)行抓取轉(zhuǎn)運(yùn)和位置調(diào)整,實(shí)現(xiàn)桿件向料庫(kù)內(nèi)的精準(zhǔn)上料,并且能夠使桿件在上料至存料格后通過(guò)推動(dòng)機(jī)構(gòu)進(jìn)行桿件的位置調(diào)節(jié),使桿件一端能夠探出至存料格的下料端以外,使得下游取用桿件時(shí)能夠直接抓取桿件探出存料格的部分,無(wú)需再探入存料格內(nèi)進(jìn)行狹窄空間的識(shí)別定位動(dòng)作,使得桿件在出庫(kù)取用時(shí)以探出下料端為統(tǒng)一且明顯的標(biāo)識(shí),無(wú)論是人工操作還是自動(dòng)化設(shè)備操作,都能更便捷地進(jìn)行抓取操作,提升了操作的便捷性和流暢性。
21、相較于傳統(tǒng)的入庫(kù)存放流程,本發(fā)明通過(guò)標(biāo)準(zhǔn)化的取用方式,有利于與各種不同類型的后續(xù)加工設(shè)備進(jìn)行對(duì)接。不同的設(shè)備可以根據(jù)探出下料端的桿件統(tǒng)一設(shè)計(jì)抓取接口或操作流程,增強(qiáng)了整個(gè)生產(chǎn)系統(tǒng)中各設(shè)備之間的兼容性和協(xié)同性。減少了因定位困難導(dǎo)致的時(shí)間浪費(fèi),避免了產(chǎn)品質(zhì)量下降帶來(lái)的損失,提高了生產(chǎn)效率,降低了時(shí)間成本。
技術(shù)特征:
1.一種型材桿件輸送入庫(kù)存放裝置,其特征在于,包括:
2.如權(quán)利要求1所述的型材桿件輸送入庫(kù)存放裝置,其特征在于,還包括輸送臺(tái),為轉(zhuǎn)運(yùn)組件供應(yīng)桿件,輸送臺(tái)包括輸送帶和輸送輥道,輸送帶承載桿件沿第一方向運(yùn)行,輸送輥道配合有升降機(jī)構(gòu),輸送輥道利用升降機(jī)構(gòu)的升降移動(dòng)而凸出或凹入輸送帶承載桿件的區(qū)域,輸送輥道承載桿件沿第二方向運(yùn)行,第一方向和第二方向成夾角分布。
3.一種型材桿件輸送入庫(kù)存放裝置的工作方法,利用如權(quán)利要求1-2中任一項(xiàng)所述型材桿件輸送入庫(kù)存放裝置,其特征在于,包括:
4.如權(quán)利要求3所述的型材桿件輸送入庫(kù)存放裝置的工作方法,其特征在于,在桿件上料至料庫(kù)時(shí),構(gòu)成同一框架的桿件在同一層或同一列上依次排布。
5.如權(quán)利要求4所述的型材桿件輸送入庫(kù)存放裝置的工作方法,其特征在于,在桿件上料至料庫(kù)時(shí),構(gòu)成相異框架的桿件依據(jù)料庫(kù)底層存料格到頂層存料格的方向依次上料至料庫(kù)。
6.如權(quán)利要求3所述的型材桿件輸送入庫(kù)存放裝置的工作方法,其特征在于,獲取夾持機(jī)構(gòu)所夾持桿件的長(zhǎng)度,依據(jù)桿件長(zhǎng)度和存料格兩端間距的尺寸關(guān)系,控制推送機(jī)構(gòu)運(yùn)行。
7.如權(quán)利要求6所述的型材桿件輸送入庫(kù)存放裝置的工作方法,其特征在于,在桿件上料至存料格后,推動(dòng)桿件使桿件縮于上料端以內(nèi)。
8.如權(quán)利要求3所述的型材桿件輸送入庫(kù)存放裝置的工作方法,其特征在于,所述推送機(jī)構(gòu)為伸縮桿,在夾持機(jī)構(gòu)夾持桿件上料至存料格時(shí),推動(dòng)機(jī)構(gòu)保持收縮狀態(tài),保持推動(dòng)機(jī)構(gòu)和料庫(kù)間隔分布。
9.如權(quán)利要求8所述的型材桿件輸送入庫(kù)存放裝置的工作方法,其特征在于,所述夾持機(jī)構(gòu)的夾持部夾持桿件的中部。
10.如權(quán)利要求9所述的型材桿件輸送入庫(kù)存放裝置的工作方法,其特征在于,所述夾持機(jī)構(gòu)與推送機(jī)構(gòu)間隔分布,在夾持機(jī)構(gòu)對(duì)多根桿件上料后,推動(dòng)機(jī)構(gòu)運(yùn)行對(duì)存料格內(nèi)的桿件進(jìn)行推動(dòng)調(diào)節(jié)位置。
技術(shù)總結(jié)
本發(fā)明提供一種型材桿件輸送入庫(kù)存放裝置及工作方法,涉及型材倉(cāng)儲(chǔ)領(lǐng)域,針對(duì)目前桿件入庫(kù)后定位抓取困難導(dǎo)致出庫(kù)效率低的問(wèn)題,通過(guò)料庫(kù)上料端一側(cè)的轉(zhuǎn)運(yùn)組件對(duì)桿件進(jìn)行抓取轉(zhuǎn)運(yùn)和位置調(diào)整,實(shí)現(xiàn)桿件向料庫(kù)內(nèi)的精準(zhǔn)上料,并且能夠使桿件在上料至存料格后通過(guò)推動(dòng)機(jī)構(gòu)進(jìn)行桿件的位置調(diào)節(jié),使桿件一端能夠探出至存料格的下料端以外,使得下游取用桿件時(shí)能夠直接抓取桿件探出存料格的部分,無(wú)需再探入存料格內(nèi)進(jìn)行狹窄空間的識(shí)別定位動(dòng)作,使得桿件在出庫(kù)取用時(shí)以探出下料端為統(tǒng)一且明顯的標(biāo)識(shí),無(wú)論是人工操作還是自動(dòng)化設(shè)備操作,都能更便捷地進(jìn)行抓取操作,提升了操作的便捷性和流暢性。
技術(shù)研發(fā)人員:蔡少林,畢偉祥,趙延勝
受保護(hù)的技術(shù)使用者:濟(jì)南辰禾機(jī)器有限公司
技術(shù)研發(fā)日:
技術(shù)公布日:2025/4/28
- 還沒(méi)有人留言評(píng)論。精彩留言會(huì)獲得點(diǎn)贊!