一種焊縫無損檢測協(xié)作機(jī)器人及控制方法與流程
本發(fā)明涉及焊縫檢測設(shè)備,尤其涉及一種焊縫無損檢測協(xié)作機(jī)器人及控制方法。
背景技術(shù):
1、水電站尾水管轉(zhuǎn)輪葉片的長期運行過程中,焊縫因承受水力沖擊和機(jī)械應(yīng)力,容易產(chǎn)生裂紋、空洞等缺陷,若未及時發(fā)現(xiàn)并處理,可能導(dǎo)致設(shè)備運行故障,甚至危及水電機(jī)組的整體安全性。
2、傳統(tǒng)焊縫檢測方法多依賴人工,特別是針對尾水管內(nèi)部轉(zhuǎn)輪葉片的檢測,需搭建作業(yè)平臺或腳手架,使作業(yè)人員進(jìn)入狹小、濕潤的有限空間,進(jìn)行復(fù)雜的滲透檢測或磁粉檢測。這種方法存在以下問題:
3、1、空間限制:抽蓄電站內(nèi)尾水管直徑一般最小處不足3米,操作空間極為受限。
4、2、安全風(fēng)險:焊縫檢測過程中使用的滲透劑和顯影劑可能形成氣霧,在有限通風(fēng)條件下威脅作業(yè)人員的健康。
5、3、效率低下:作業(yè)流程繁瑣且耗時,無法快速完成大面積焊縫的無損檢測。
6、因此,亟需一種焊縫無損檢測協(xié)作機(jī)器人及控制方法,能夠在受限空間內(nèi)移動并進(jìn)行高精度無損檢測。
技術(shù)實現(xiàn)思路
1、本發(fā)明的目的是提供一種焊縫無損檢測協(xié)作機(jī)器人及控制方法,旨在解決傳統(tǒng)的人工檢測效率低、精度低以及存在安全隱患的技術(shù)問題。
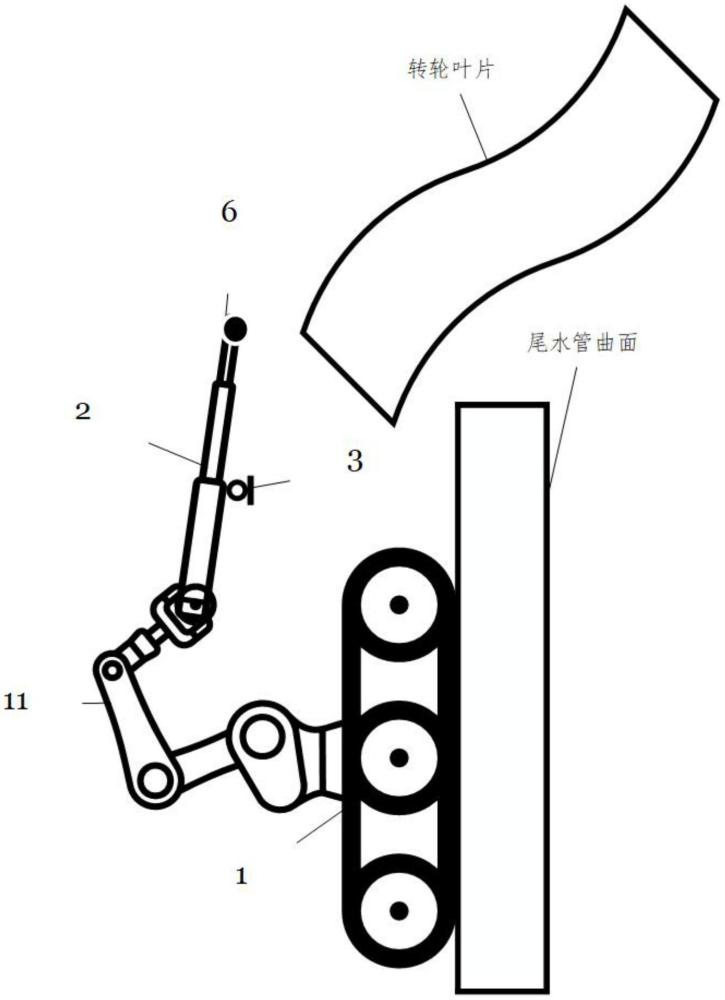
2、為實現(xiàn)上述目的,第一方面,本發(fā)明提供一種焊縫無損檢測協(xié)作機(jī)器人,包括機(jī)器人本體、設(shè)置在所述機(jī)器人本體機(jī)械臂上的電動伸縮桿和設(shè)在所述電動伸縮桿中部的吸附裝置,以及設(shè)置在所述電動伸縮桿末端的多維運動機(jī)構(gòu)和第一攝像頭,還包括設(shè)置在所述多維運動機(jī)構(gòu)末端的焊縫無損檢測裝置;
3、所述焊縫無損檢測裝置用于無損檢測焊縫的缺陷;
4、所述多維運動機(jī)構(gòu)末端還設(shè)有第二攝像頭;所述第二攝像頭用于對檢測進(jìn)行實時監(jiān)控并上傳云端建立數(shù)字化檔案;
5、所述吸附裝置為磁吸附萬向節(jié)或負(fù)壓吸附萬向節(jié),用于吸附在待檢測件附近并為所述焊縫無損檢測裝置提供固定支撐;
6、所述多維運動機(jī)構(gòu)、所述電動伸縮桿和所述機(jī)械臂協(xié)同動作以調(diào)整所述多維運動機(jī)構(gòu)末端的姿態(tài),使所述焊縫無損檢測裝置能夠?qū)η嫔系暮缚p缺陷進(jìn)行檢查。
7、作為上述方案進(jìn)一步的改進(jìn),所述焊縫無損檢測裝置包括滲透檢測模塊、磁粉檢測模塊、超聲檢測模塊、視覺檢測模塊中的一種或兩種;各個檢測模塊可拆卸設(shè)置在所述多維運動機(jī)構(gòu)的末端。
8、作為上述方案進(jìn)一步的改進(jìn),所述滲透檢測模塊包括用于向焊縫噴淋滲透液的第一噴灑單元、用于噴淋清洗液的第二噴灑單元和用于向焊縫噴淋顯像劑的第三噴灑單元,
9、所述第三噴灑單元的噴灑流量由下式計算獲得:
10、q=k1·a+k2·δp
11、其中a為焊縫面積,δp表示顯影劑分布不均勻差值,k1和k2表示比例系數(shù),取決于顯影劑的特性、噴灑設(shè)備的效率以及噴灑方式等因素;這個系數(shù)通常需要通過實驗或經(jīng)驗來確定;
12、焊縫面積越大,顯影劑的噴涂流量就需要越大,以確保能夠均勻覆蓋整個焊縫表面。k1反映了顯影劑噴涂與焊縫面積之間的比例關(guān)系;k2也為常數(shù),用來調(diào)節(jié)顯影劑流量與顯影劑分布不均勻差值δp的關(guān)系,反映了焊縫表面顯影劑的均勻度對流量控制的影響,顯影劑分布越不均勻,需要更高的流量來修正不均勻分布的問題。
13、作為上述方案進(jìn)一步的改進(jìn),所述超聲檢測模塊通過機(jī)械臂和電動伸縮桿帶動超聲探頭推掃工件,并接收信號并進(jìn)行處理。
14、作為上述方案進(jìn)一步的改進(jìn),所述焊縫無損檢測協(xié)作機(jī)器人還包括激光測距儀和激光雷達(dá),所述激光測距儀和兩攝像頭配合,用于自動建立環(huán)境地圖模型并規(guī)劃出合理的檢測路徑;
15、所述激光雷達(dá)和兩攝像頭配合,用于避障并自動調(diào)整運動軌跡。
16、作為上述方案進(jìn)一步的改進(jìn),所述多維運動機(jī)構(gòu)包括至少兩個運動軸,以實現(xiàn)所述焊縫無損檢測裝置在多個方向上的靈活調(diào)整;
17、所述多維運動機(jī)構(gòu)的運動軸數(shù)量和類型根據(jù)所述焊縫無損檢測裝置的類型靈活調(diào)整。
18、作為上述方案進(jìn)一步的改進(jìn),當(dāng)所述吸附裝置采用負(fù)壓吸附萬向節(jié)時,所述吸附裝置所提供的支撐力通過下式計算獲得:
19、
20、其中:
21、f吸附:吸附裝置提供的支撐力;
22、p內(nèi)、p外:分別為吸附裝置內(nèi)外部的壓力;
23、a吸附:吸附裝置的有效接觸面積。
24、作為上述方案進(jìn)一步的改進(jìn),所述吸附裝置關(guān)于吸附點的選擇基于力矩平衡原理進(jìn)行選擇,具體的,力矩平衡方程如下式所示:
25、τ總=τ臂+τ伸縮桿-τ負(fù)載
26、其中:
27、τ總:系統(tǒng)的總輸出力矩;
28、τ臂=f臂·l臂·cosθ臂,為協(xié)作機(jī)器人臂的力矩;
29、τ伸縮桿=f桿·l桿·cosθ桿,為電動伸縮桿的力矩;
30、τ負(fù)載=w負(fù)載·l負(fù)載,為目標(biāo)負(fù)載的力矩;
31、f臂、f桿:分別為機(jī)械臂和電動伸縮桿提供的作用力;
32、l臂、l桿、l負(fù)載:分別為機(jī)械臂、電動伸縮桿和負(fù)載的力臂長度;
33、θ臂、θ桿:分別為機(jī)械臂和電動伸縮桿的傾角;
34、w負(fù)載為負(fù)載的總重量。
35、作為上述方案進(jìn)一步的改進(jìn),所述電動伸縮桿上設(shè)有位移傳感器和角度傳感器,用于反饋實時伸縮狀態(tài);
36、所述伸縮桿基于所述待檢測焊縫曲面的形狀動態(tài)調(diào)整其伸縮長度l和傾斜角度θ桿。
37、作為上述方案進(jìn)一步的改進(jìn),所述焊縫曲面方程為f(x,y,z),基于所述焊縫曲面方程,所述電動伸縮桿的實時伸縮長度l基于下式進(jìn)行調(diào)整:
38、
39、其中xt,yt,zt分別為系統(tǒng)基點的三坐標(biāo)值,xb,yb,zb分別為目標(biāo)點位置的三坐標(biāo)值。
40、作為上述方案進(jìn)一步的改進(jìn),所述電動伸縮桿的實時傾斜角度θ桿基于下式進(jìn)行調(diào)整:
41、
42、作為上述方案進(jìn)一步的改進(jìn),所述焊縫無損檢測裝置還包括數(shù)據(jù)處理單元,用于接收并處理檢測數(shù)據(jù),生成焊縫缺陷報告。
43、作為上述方案進(jìn)一步的改進(jìn),所述機(jī)器人本體還配備有遠(yuǎn)程控制接口,允許遠(yuǎn)程操作和控制機(jī)器人系統(tǒng)進(jìn)行焊縫檢測。
44、第二方面,本發(fā)明還提供一種上述焊縫無損檢測協(xié)作機(jī)器人的控制方法,其步驟包括:
45、s1、進(jìn)入受限空間后,利用攝像頭、雷達(dá)以及激光測距儀掃描環(huán)境,根據(jù)掃描環(huán)境獲得待檢測焊縫的分布圖以及待檢測工件的初步輪廓特征,自動建立環(huán)境地圖模型并獲得合理的檢測路徑;
46、s2、機(jī)器人本體移動至所述檢測路徑的初始位置,控制機(jī)械臂移動帶動電動伸縮桿靠近待檢測焊縫處,設(shè)置在所述電動伸縮桿末端的第一攝像頭獲取當(dāng)前焊縫所處位置的工件精確輪廓信息;
47、s3、基于當(dāng)前工件精確輪廓信息計算出吸附裝置的吸附位置,以及電動伸縮桿的動態(tài)伸出長度l和動態(tài)傾斜角度θ桿;
48、s4、吸附裝置吸附在獲得的吸附位置處,電動伸縮桿伸出,并基于當(dāng)前焊縫所處位置的工件精確輪廓信息,和機(jī)械臂、多維運動機(jī)構(gòu)協(xié)同將焊縫無損檢測裝置移動至待檢測焊縫處進(jìn)行無損檢測,并將檢測結(jié)果無線傳輸至云端或外部接收設(shè)備;
49、s5、當(dāng)完成當(dāng)前焊縫的檢測,所述電動伸縮桿帶動所述焊縫無損檢測裝置回縮,解除所述吸附裝置的吸附固定;
50、再移動到下一位置進(jìn)行檢查,設(shè)置在所述電動伸縮桿末端的第一攝像頭獲取下一焊縫所處位置的工件精確輪廓信息;重復(fù)步驟s3和s4,直到完成所述檢測路徑內(nèi)的檢測。
51、由于本發(fā)明采用了以上技術(shù)方案,使本技術(shù)具備的有益效果在于:
52、1、本發(fā)明提供一種焊縫無損檢測協(xié)作機(jī)器人,通過在機(jī)械臂的末端集成電動伸縮式桿、第一攝像頭和多維運動機(jī)構(gòu),能夠攜帶設(shè)置在所述多維運動機(jī)構(gòu)末端的焊縫無損檢測裝置實現(xiàn)高精度的焊縫定位和無損檢測;同時在所述電動伸縮桿中部的設(shè)有吸附裝置,所述吸附裝置能夠吸附在待檢測工件上,為所述焊縫無損檢測裝置提供支撐,從而可以大大幅降低機(jī)械臂的操作負(fù)載,并能夠提高焊縫無損檢測裝置的操作穩(wěn)定性從而提高檢測精度;優(yōu)選的,所述吸附裝置為磁吸附萬向節(jié)或負(fù)壓吸附萬向節(jié),萬向節(jié)式的吸附裝置的設(shè)置,在提供穩(wěn)定支撐的同時還能夠靈活的活動,使得所述焊縫無損檢測裝置也能夠?qū)η嫔系暮缚p進(jìn)行靈活檢測;同時所述吸附裝置可選擇磁吸附萬向節(jié)或負(fù)壓吸附萬向節(jié),可根據(jù)工件的材質(zhì)進(jìn)行靈活選擇,對于金屬工件,可以選擇磁吸附萬向節(jié);對于非金屬工件,可以選擇負(fù)壓吸附萬向節(jié),可以提高本協(xié)作機(jī)器人系統(tǒng)的通用性。
53、2、本發(fā)明提供一種焊縫無損檢測協(xié)作機(jī)器人,電動伸縮桿末端多維運動機(jī)構(gòu)和萬向吸附裝置的配合,再結(jié)合所述電動伸縮桿能夠基于焊縫曲面方程為f(x,y,z)實時調(diào)整所述電動伸縮桿的實時伸縮長度l和實時傾斜角度θ桿,確保焊縫無損檢測裝置始終與焊縫表面保持最佳接觸姿態(tài),并能夠適應(yīng)焊縫的復(fù)雜曲率。
54、3、本發(fā)明提供一種焊縫無損檢測協(xié)作機(jī)器人,所述焊縫無損檢測裝置包括滲透檢測模塊、磁粉檢測模塊、超聲檢測模塊、視覺檢測模塊中的一種或兩種;各個檢測模塊可拆卸設(shè)置在所述多維運動機(jī)構(gòu)的末端;
55、多種檢測模塊的設(shè)置,可以根據(jù)檢測工件的特性靈活進(jìn)行組合選擇,從而提供本協(xié)作機(jī)器人系統(tǒng)的通用性;
56、且在某些實施例中,所述焊縫無損檢測裝置還包括數(shù)據(jù)處理單元,用于接收并處理檢測數(shù)據(jù),生成焊縫缺陷報告;
57、所述機(jī)器人本體還配備有遠(yuǎn)程控制接口,允許遠(yuǎn)程操作和控制機(jī)器人系統(tǒng)進(jìn)行焊縫檢測,從而使得本協(xié)作機(jī)器人系統(tǒng)更加的智能化,且遠(yuǎn)程控制操作可減少了人工操作風(fēng)險,減少對操作人員的傷害。
58、4、本發(fā)明提供一種焊縫無損檢測協(xié)作機(jī)器人的控制方法,在路徑規(guī)劃階段初步獲得焊縫的分布和待檢測工件的初步輪廓特征,然后在后續(xù)根據(jù)規(guī)劃路徑移動時,設(shè)置在電動伸縮桿末端的第一攝像頭獲取當(dāng)前焊縫所處位置的工件精確輪廓信息;然后再基于當(dāng)前工件精確輪廓信息計算出吸附裝置的吸附位置,以及電動伸縮桿的動態(tài)伸出長度l和動態(tài)傾斜角度θ,如此的設(shè)置,不僅使得本協(xié)作機(jī)器人系統(tǒng)可靈活的對狹窄空間的焊縫進(jìn)行檢測,還能夠基于當(dāng)前工件輪廓信息進(jìn)一步的優(yōu)化電動伸縮桿的動態(tài)伸出長度和傾斜角度,從而使得本發(fā)明提供的控制方法能夠適應(yīng)復(fù)雜曲率焊縫形狀進(jìn)行檢測,能有效的提高焊縫檢測的準(zhǔn)確性;進(jìn)而使得本發(fā)明提供的焊縫無損檢測協(xié)作機(jī)器人能夠在受限空間內(nèi)移動并進(jìn)行高精度無損檢測。
- 還沒有人留言評論。精彩留言會獲得點贊!