一種汽車內飾板定形工裝及方法與流程
本發明涉及汽車內飾板,具體為一種汽車內飾板定形工裝及方法。
背景技術:
1、汽車內飾是指汽車內部的裝飾和設備,它不僅包括駕駛員和乘客直接接觸的組件,還包括一些裝飾性的配件,如汽車實用的收納箱,遠超過汽車外形,是車身最重要的部分之一;
2、申請號為cn202321824537.0的發明專利公開了一種汽車內飾板定形工裝,包括u型底座,u型底座的內腔安裝有驅動機構,驅動機構的外側安裝有定形機構,u型底座的一端固定連接有u型架,u型架的上安裝有取料機構;定形機構,可拆式且等距安裝在驅動機構的外側;
3、上述專利結構在使用時,主要是通過上定形模具和下定形模具來解決等待汽車內飾板冷卻的時間無法對下個汽車內飾板進行定形的問題,進而能夠連續不間斷的對汽車內飾板進行冷卻定形,提高汽車內飾板定形的效率,但上述專利結構在對汽車內飾板進行定形時,一是不便對汽車內飾板快速進行冷卻,延長了對汽車內飾板的冷卻時間,降低了汽車內飾板的加工效率,二是不便對定型后的汽車內飾板快速脫模,進一步降低了對汽車內飾板定形加工的效率。
技術實現思路
1、(一)解決的技術問題
2、針對現有技術的不足,本發明提供了一種汽車內飾板定形工裝及方法,解決了在對汽車內飾板定形加工時,不便對內飾板快速進行冷卻處理,不便對定型后的汽車內飾板快速脫模的問題。
3、(二)技術方案
4、為實現以上在對汽車內飾板定形加工時,便于對內飾板快速進行冷卻處理,便于對定型后的汽車內飾板形變情況板快速脫模,便于對定形后的汽車內飾板與模具之間的間隙大小進行檢測的目的,本發明通過以下技術方案予以實現:一種汽車內飾板定形工裝及方法,包括機箱,所述機箱的內部固定有三頭支架,所述三頭支架的中部轉動有驅動齒環,所述三頭支架的左右兩側轉動有兩組從動齒環,所述驅動齒環上固定有驅動輥,所述驅動輥上設置有送料結構,右側所述從動齒環上固定有冷卻輥,所述冷卻輥上設置有冷卻結構,左側所述從動齒環上固定有脫模輥,所述脫模輥上設置有脫模結構;
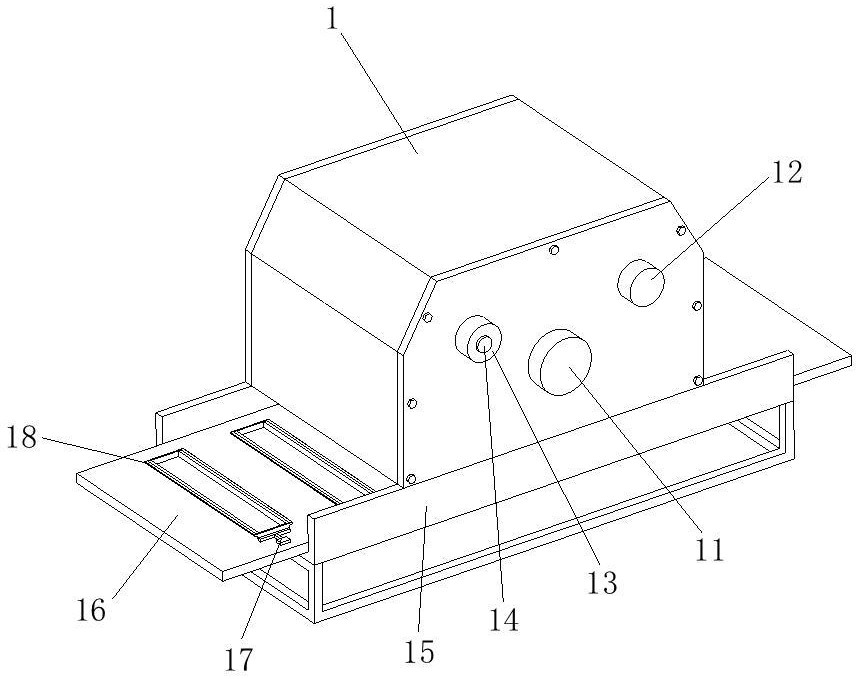
5、所述機箱包括驅動電機和機架,所述驅動電機安裝在機箱的正面中部,所述機箱的正面右側安裝有冷卻泵,所述機箱的正面左側安裝有氣泵,所述氣泵上安裝有壓力表,所述機架固定在機箱的下方,所述機架的內部設置有傳送帶,所述傳送帶上安裝有電動的夾持架,所述夾持架上夾持固定有外定形模具。
6、優選的,送料結構包括導電刷和導電輥,所述導電刷固定在驅動輥的內部,所述導電輥轉動連接在導電刷的內部,所述驅動輥上固定有送料模座,所述送料模座的內部固定有內定形模具,所述內定形模具與外定形模具之間的間隙形成模腔,所述內定形模具的內部開設有冷卻內腔,所述外定形模具的內部開設有冷卻外腔,所述冷卻外腔內部安裝有冷卻液壓力閥,所述冷卻內腔的兩端固定有內接頭,所述冷卻外腔的兩端固定有外接頭,所述送料模座的兩側安裝有位置感應器,所述內定形模具和外定形模具上固定有電磁吸板,所述內定形模具上安裝有轉動電機,所述轉動電機的輸出端固定有l型鎖塊,所述外定形模具上開設有l型鎖槽。
7、優選的,所述驅動輥與驅動電機的輸出端固定連接,所述導電輥與設置在機箱背面一側的電源電連接,所述導電刷通過導線與冷卻液壓力閥、位置感應器、電磁吸板以及轉動電機電連接。
8、優選的,所述內定形模具與外定形模具之間通過電磁吸板磁吸固定,所述冷卻內腔與冷卻外腔之間通過內接頭和外接頭相連通,所述l型鎖塊與l型鎖槽活動卡接。
9、優選的,冷卻結構包括輸液定管和輸液轉管,所述輸液定管固定在冷卻輥的內部,所述輸液轉管轉動連接在輸液定管的內部,所述冷卻輥和脫模輥的表面開設有t型限位滑槽,所述t型限位滑槽的內部設置有彈片,所述t型限位滑槽的內部滑動有t型限位滑塊,所述冷卻輥一側的t型限位滑塊上固定有冷卻模座,所述冷卻輥和脫模輥的內部固定有內定管,所述內定管的內部開設有滑動腔室,所述滑動腔室的內部設置有彈簧,所述內定管的內部滑動有滑管,所述滑管上固定有限位環,所述滑管的外側一端固定有插管。
10、優選的,所述輸液定管與冷卻泵相連接,所述彈片的兩端分別與t型限位滑槽的內壁以及t型限位滑塊固定連接。
11、優選的,所述限位環在滑動腔室的內部滑動,所述彈簧的兩端分別與滑動腔室的內壁以及限位環固定連接,所述t型限位滑塊與滑管固定連接。
12、優選的,脫模結構包括輸氣定管和輸氣轉管,所述輸氣定管固定在脫模輥的內部,所述輸氣轉管轉動連接在輸氣定管的內部,所述脫模輥的表面固定有脫模座,所述模腔的內部安裝有輸氣壓力閥。
13、優選的,所述內定管、彈簧、滑管以及插管組成彈簧伸縮管,所述冷卻輥一側的彈簧伸縮管的內側一端與輸液定管相連通,所述脫模輥一側的彈簧伸縮管的內側一端與輸氣定管相連通,所述冷卻液壓力閥安裝在外定形模具的中部位置,且冷卻液壓力閥與冷卻內腔相連通,所述輸氣壓力閥安裝在外定形模具的兩側位置,且輸氣壓力閥與模腔相連通,所述插管分別與輸氣壓力閥以及輸氣壓力閥相適配。
14、一種汽車內飾板定形工裝的使用方法,包括以下步驟:
15、第一步,先將汽車內飾板放在外定形模具的內部,然后再將外定形模具放在傳送帶上,并通過電動的夾持架將外定形模具限位固定,使得傳送帶能夠將外定形模具以及汽車內飾板由左向右輸送;
16、第二步,當外定形模具移動到內定形模具的正下方時,傳送帶停止轉動,然后電動的夾持架釋放外定形模具不再將其夾持固定,此時通過外定形模具和內定形模具上的電磁吸板能夠將外定形模具向上吸附到內定形模具上,此時外定形模具脫離傳送帶,外接頭插入到內接頭上,使得冷卻內腔和冷卻外腔相連通,然后啟動轉動電機帶動l型鎖塊轉動,使得l型鎖塊能夠與l型鎖槽活動卡接,因此能夠將外定形模具固定在內定形模具上,使得外定形模具和內定形模具合模形成模腔;
17、第三步,然后逆時針轉動驅動輥,并通過驅動齒環與其兩側的從動齒環的嚙合,能夠帶動冷卻輥和脫模輥順時針轉動,當送料模座和冷卻模座上的位置感應器檢測到彼此的位置后,停止驅動輥和冷卻輥轉動,此時外定形模具位于冷卻模座的內部,同時插管插入到冷卻液壓力閥的內部并將其打開,然后冷卻泵通過輸液轉管、輸液定管、內定管、滑管以及插管能夠將冷卻液輸送到冷卻外腔中,冷卻外腔內部的冷卻液通過內接頭和外接頭能夠輸送到冷卻內腔中,并對外定形模具和內定形模具冷卻,從而能夠將模腔內部的汽車內飾板冷卻定形;
18、第四步,當將模腔內部的汽車內飾板冷卻定形后,再轉動驅動輥,使得驅動輥能夠將定形后的外定形模具和內定形模具轉動到脫模輥處,當送料模座和脫模座上的位置感應器檢測到彼此的位置后,再停止轉動驅動輥和脫模輥,此時外定形模具位于脫模座的內部,同時插管插入到輸氣壓力閥的內部并將其打開,然后氣泵通過輸氣轉管、輸氣定管、內定管、滑管以及插管能夠將氣體輸送到模腔的內部,以便將氣體灌入到汽車內飾板與模腔之間的間隙中,從而能夠將汽車內飾板與外定形模具和內定形模具的內壁脫離,再通過驅動輥將外定形模具轉動到傳送帶的上方,然后反轉轉動電機使l型鎖塊不再將外定形模具和內定形模具固定,同時將電磁吸板斷電不再將外定形模具和內定形模具磁吸固定,使得外定形模具和其內部的汽車內飾板一同落在傳送帶上,傳送帶將外定形模具和汽車內飾板繼續向右輸送移出到機箱的外側,并由人工分揀。
19、(三)有益效果
20、本發明提供了一種汽車內飾板定形工裝及方法。具備以下有益效果:
21、1、當外定形模具移動到內定形模具的正下方后,夾持架將外定形模具釋放不再將其夾持固定,通過外定形模具和內定形模具上的電磁吸板能夠將外定形模具向上吸附到內定形模具上,且外接頭插入到內接頭上,并使冷卻內腔和冷卻外腔相連通,再啟動轉動電機帶動l型鎖塊轉動九十度,使得l型鎖塊能夠與l型鎖槽活動卡接,因此能夠將外定形模具固定在內定形模具上,使得外定形模具和內定形模具合模形成模腔。
22、2、當送料模座和冷卻模座上的位置感應器檢測到彼此的位置后,停止驅動輥和冷卻輥轉動,外定形模具位于冷卻模座的內部,且插管插入到冷卻液壓力閥的內部并將其打開,冷卻泵通過輸液轉管、輸液定管、內定管、滑管以及插管能夠將冷卻液輸送到冷卻外腔中,且冷卻外腔內部的冷卻液通過內接頭和外接頭能夠輸送到冷卻內腔中,進而通過冷卻外腔和冷卻內腔內部的冷卻液能夠對外定形模具和內定形模具進行冷卻降溫,從而能夠將模腔內部的汽車內飾板冷卻定形。
23、3、當送料模座和脫模座上的位置感應器檢測到彼此的位置后,停止轉動驅動輥和脫模輥,且插管插入到輸氣壓力閥的內部并將其打開,此時氣泵通過輸氣轉管、輸氣定管內定管、滑管以及插管能夠將氣體輸送到模腔中,使得氣體灌入到汽車內飾板與模腔內壁之間的間隙中,能夠將汽車內飾板與外定形模具和內定形模具的內壁脫離,使得汽車內飾板與外定形模具和內定形模具脫模。
- 還沒有人留言評論。精彩留言會獲得點贊!